钢结构生产线设备技术协议及方案书无锡洲翔成套焊接设备有限公司WUXI ZHOUXIANG COMPLETE SET OF WELDING EQUIPMENT C0
,LTD地址:江苏省无锡市东湖塘镇东湖工业园区 邮编:214196电话:0510-88791456 88797731 传真:0510—88791142网址:http://www
wxzhouxiang
comE—mail:info@wxzhouxiang
comISO9001认证企业ISO9001认证企业1、PHJ0815 拼焊矫一体机1
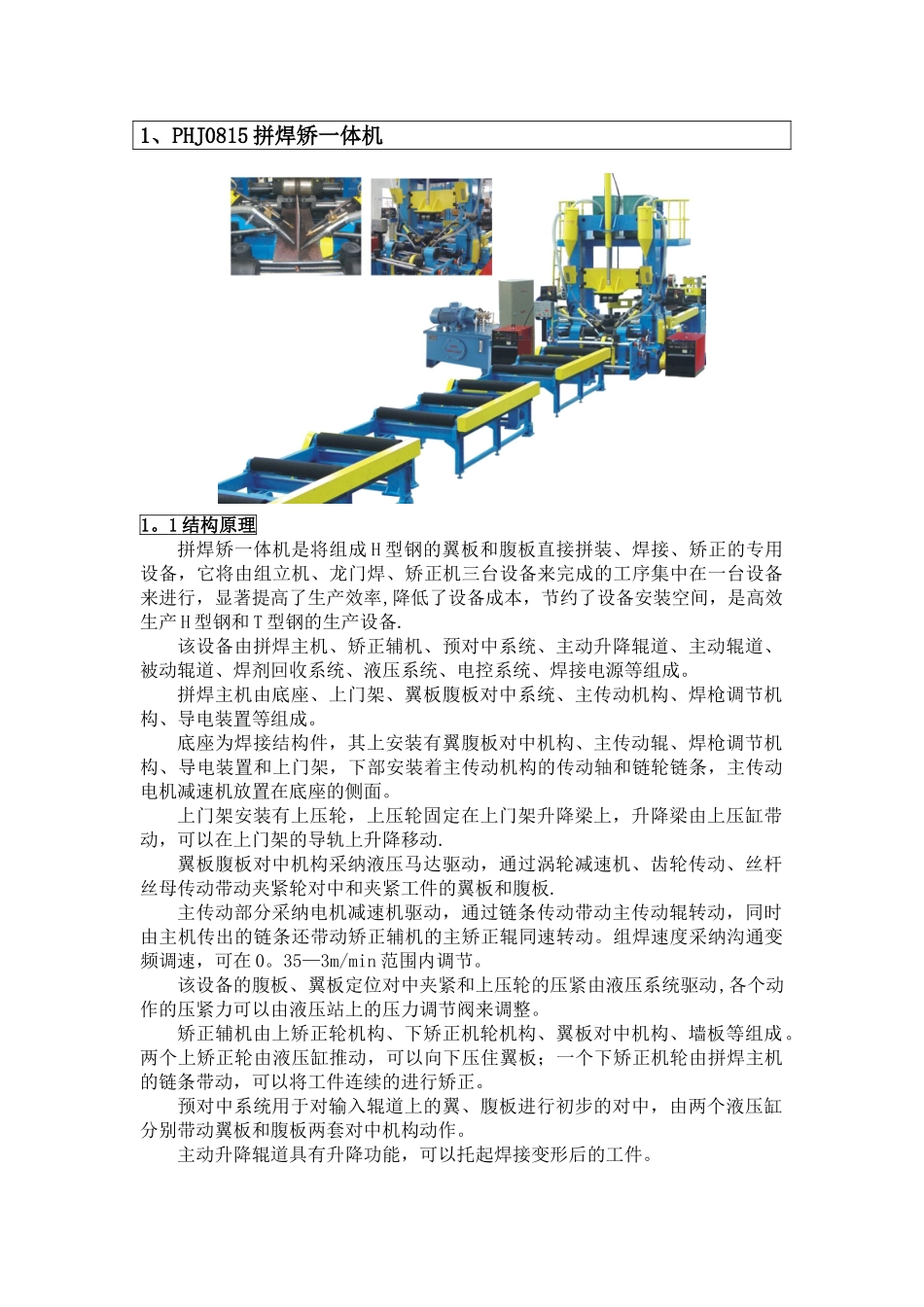
1 结构原理拼焊矫一体机是将组成 H 型钢的翼板和腹板直接拼装、焊接、矫正的专用设备,它将由组立机、龙门焊、矫正机三台设备来完成的工序集中在一台设备来进行,显著提高了生产效率,降低了设备成本,节约了设备安装空间,是高效生产 H 型钢和 T 型钢的生产设备
该设备由拼焊主机、矫正辅机、预对中系统、主动升降辊道、主动辊道、被动辊道、焊剂回收系统、液压系统、电控系统、焊接电源等组成
拼焊主机由底座、上门架、翼板腹板对中系统、主传动机构、焊枪调节机构、导电装置等组成
底座为焊接结构件,其上安装有翼腹板对中机构、主传动辊、焊枪调节机构、导电装置和上门架,下部安装着主传动机构的传动轴和链轮链条,主传动电机减速机放置在底座的侧面
上门架安装有上压轮,上压轮固定在上门架升降梁上,升降梁由上压缸带动,可以在上门架的导轨上升降移动
翼板腹板对中机构采纳液压马达驱动,通过涡轮减速机、齿轮传动、丝杆丝母传动带动夹紧轮对中和夹紧工件的翼板和腹板
主传动部分采纳电机减速机驱动,通过链条传动带动主传动辊转动,同时由主机传出的链条还带动矫正辅机的主矫正辊同速转动
组焊速度采纳沟通变频调速,可在 0
35—3m/min 范围内调节
该设备的腹板、翼板定位对中夹紧和上压轮的压紧由液压系统驱动,各个动作的压紧力可以