中心空心轴工艺过程卡片(图片附在工艺卡底部)王文斐产品名称并行可控式双回转单元零件名称中心空心轴毛坯53 号材质种类规格45#圆柱φ35,长 150工序编号工序名称工作述要设备夹具刀具量具备注1(粗)车夹左端,车右端面车床CA6140三爪卡盘端面车刀/轴向总长上留出 6mm 裕量1
5(粗)车(粗)加工出 φ22 外圆车床CA6140三爪卡盘90O弯头外圆车刀/留出 2mm 裕量2(粗)车(粗)车右边 φ10 外圆车床CA6140三爪卡盘90O弯头外圆车刀/φ10 外圆径向上留出 1mm 裕量(切去大部分裕量);3(粗)车夹右端,车左端面车床CA6140三爪卡盘端面车刀/轴向总长上留出 3mm 裕量3
5(精)车(精)车左端面车床CA6140三爪卡盘端面车刀/4(粗)车(粗)车 φ10 外圆至离右端面 3
5mm 处车床CA6140三爪卡盘90O弯头外圆车刀/φ10 外圆径向上留出 1mm 裕量(切去大部分裕量);5(粗)车车 φ9 外圆至离右端面 7mm 处φ9 外圆留 1mm 裕量6(粗)车车 φ8 外圆至离左端面 10
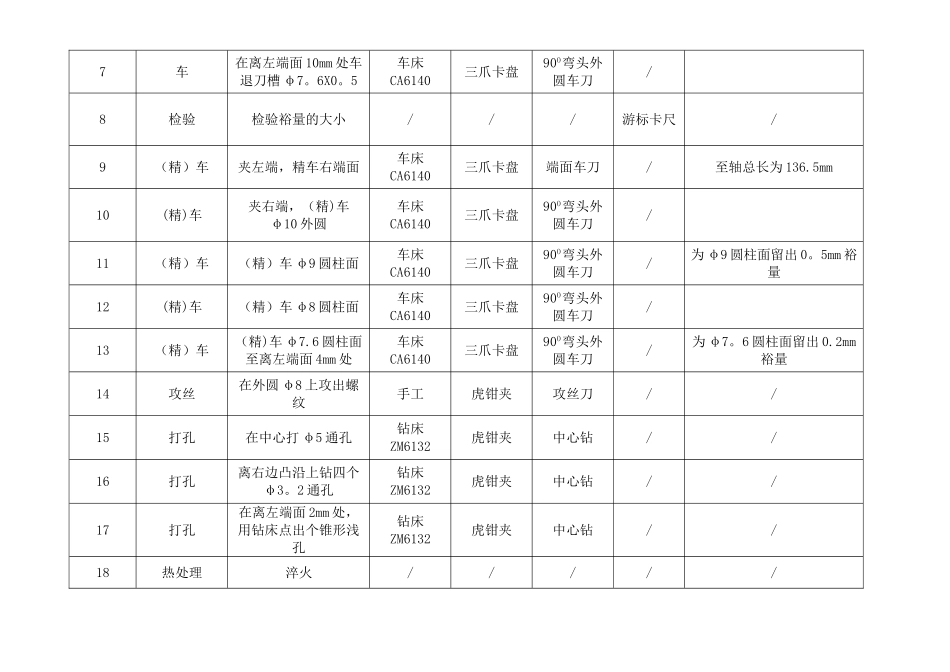
5 处φ8 外圆留 1mm 裕量7车在离左端面 10mm 处车退刀槽 φ7
5车床CA6140三爪卡盘90O弯头外圆车刀/8检验检验裕量的大小///游标卡尺/9(精)车夹左端,精车右端面车床CA6140三爪卡盘端面车刀/至轴总长为 136
5mm10(精)车夹右端,(精)车φ10 外圆车床CA6140三爪卡盘90O弯头外圆车刀/11(精)车(精)车 φ9 圆柱面车床CA6140三爪卡盘90O弯头外圆车刀/为 φ9 圆柱面留出 0
5mm 裕量12(精)车(精)车 φ8 圆柱面车床CA6140三爪卡盘90O弯头外圆车刀/13(精)车(精)车 φ7
6 圆柱面至离左端面 4mm 处车床CA6140三爪卡盘90O弯头外圆车刀/为 φ7
6 圆柱面留出