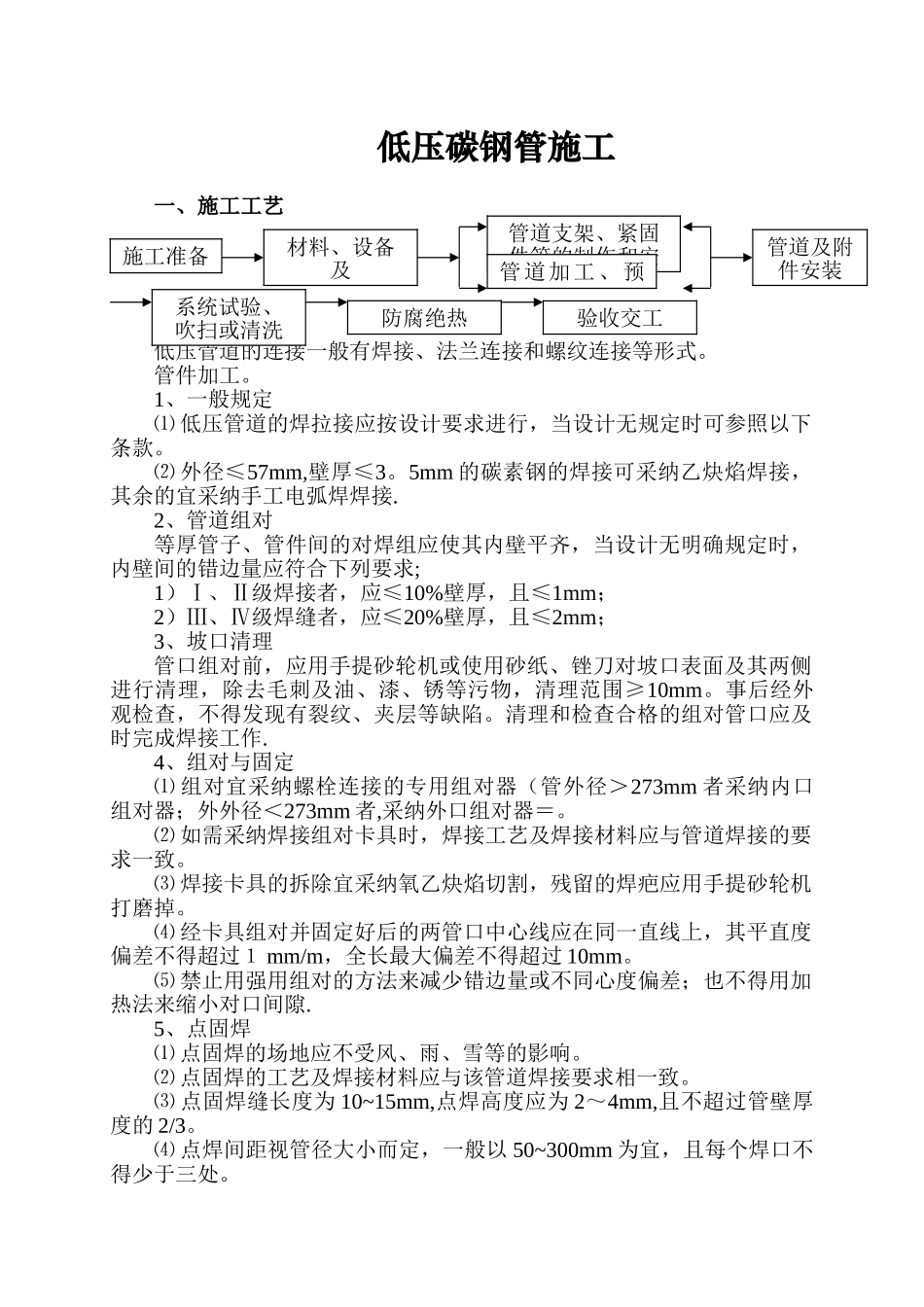
低压碳钢管施工一、施工工艺二、焊接低压管道的连接一般有焊接、法兰连接和螺纹连接等形式
1、一般规定⑴ 低压管道的焊拉接应按设计要求进行,当设计无规定时可参照以下条款
⑵ 外径≤57mm,壁厚≤3
5mm 的碳素钢的焊接可采纳乙炔焰焊接,其余的宜采纳手工电弧焊焊接
2、管道组对等厚管子、管件间的对焊组应使其内壁平齐,当设计无明确规定时,内壁间的错边量应符合下列要求;1)Ⅰ、Ⅱ级焊接者,应≤10%壁厚,且≤1mm;2)Ⅲ、Ⅳ级焊缝者,应≤20%壁厚,且≤2mm;3、坡口清理管口组对前,应用手提砂轮机或使用砂纸、锉刀对坡口表面及其两侧进行清理,除去毛刺及油、漆、锈等污物,清理范围≥10mm
事后经外观检查,不得发现有裂纹、夹层等缺陷
清理和检查合格的组对管口应及时完成焊接工作
4、组对与固定⑴ 组对宜采纳螺栓连接的专用组对器(管外径>273mm 者采纳内口组对器;外外径<273mm 者,采纳外口组对器=
⑵ 如需采纳焊接组对卡具时,焊接工艺及焊接材料应与管道焊接的要求一致
⑶ 焊接卡具的拆除宜采纳氧乙炔焰切割,残留的焊疤应用手提砂轮机打磨掉
⑷ 经卡具组对并固定好后的两管口中心线应在同一直线上,其平直度偏差不得超过1 mm/m,全长最大偏差不得超过 10mm
⑸ 禁止用强用组对的方法来减少错边量或不同心度偏差;也不得用加热法来缩小对口间隙
5、点固焊⑴ 点固焊的场地应不受风、雨、雪等的影响
⑵ 点固焊的工艺及焊接材料应与该管道焊接要求相一致
⑶ 点固焊缝长度为 10~15mm,点焊高度应为 2~4mm,且不超过管壁厚度的 2/3
⑷ 点焊间距视管径大小而定,一般以 50~300mm 为宜,且每个焊口不得少于三处
施工准备材料、设备及管道支架、紧固件等的制作和安管道加工、预管道及附件安装系统试验、吹扫或清洗防腐绝热验收交工6、焊接工艺⑴ 焊接时应保护焊接区不受恶劣天气影响