八 焊接缺陷及检测方法 1.试述金属熔焊焊缝缺陷的分类及表示方法
根据 GB6417-86《金属熔化焊焊缝缺陷分类及说明》的规定,将金属熔焊焊缝缺陷分为以下几类:第 1 类裂纹;第 2 类孔穴;第 3 类固体夹杂;第 4 类未熔合和未焊透;第 5 类形状缺陷和第 6类上述以外的其它缺陷
本标准按缺陷性质分大类,按其存在的位置及状态分小类,以表格的方式列出
缺陷用数字序号标记
每一缺陷大类用一个三位阿拉伯数字标记,第一缺陷小类用一个四位阿拉伯数字标记
因此,每一数字序号仅适合于某一特定类型的缺陷
例如,1021 表示“焊缝横向裂纹",1023 表示“热影响区横向裂纹"等
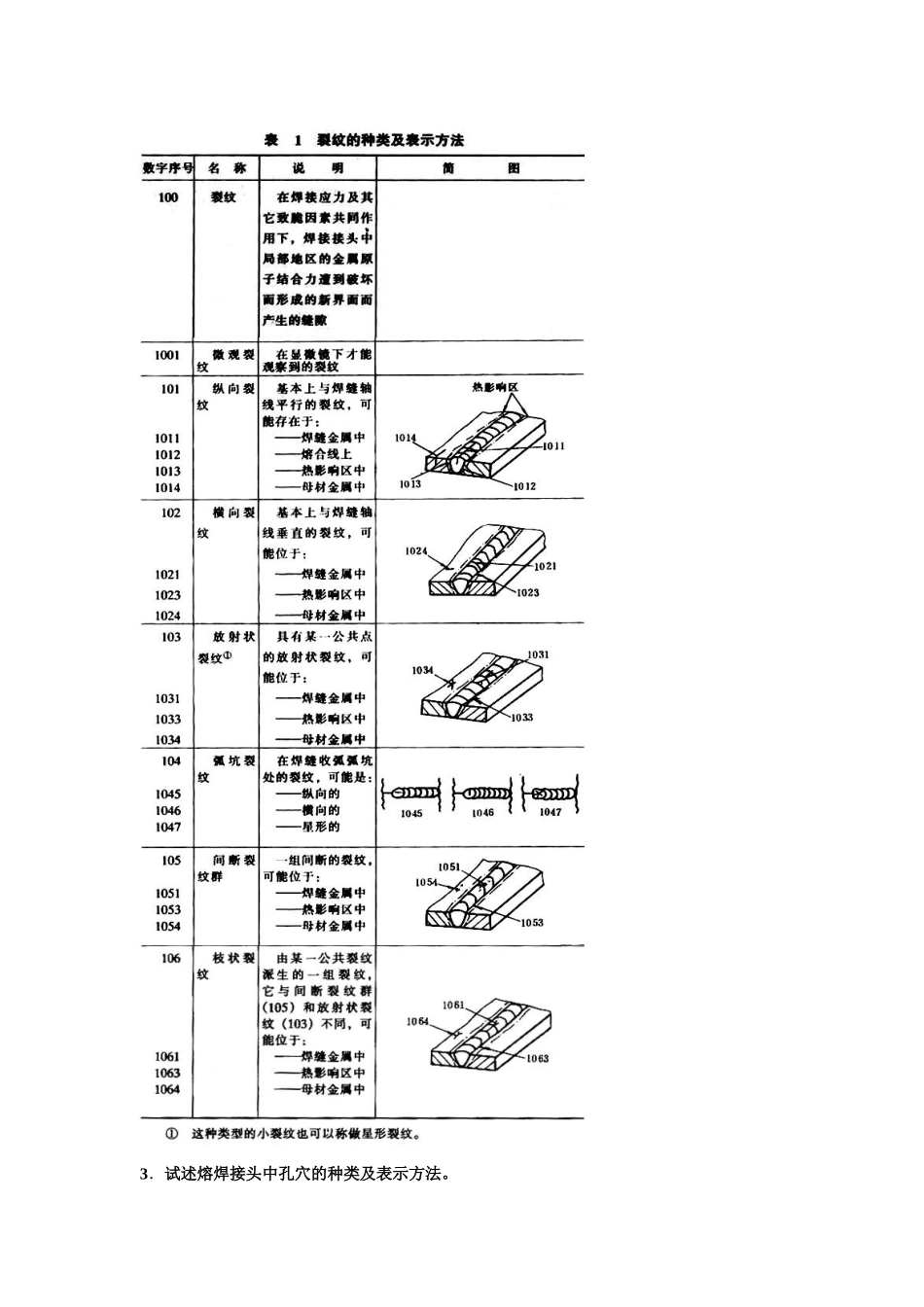
2.试述熔焊接头中裂纹的种类及表示方法
熔焊接头中裂纹的种类及表示方法,见表 1
3.试述熔焊接头中孔穴的种类及表示方法
熔焊接头中孔穴的种类及表示方法,见表 2
4.试述熔焊接头中固体夹杂的种类及表示方法
熔焊接头中固体夹杂的种类及表示方法,见表 3
5.试述熔焊接头中未熔合和未焊透的种类及表示方法
熔焊接头中未熔合和未焊透的种类及表示方法,见表 4
6.试述熔焊接头中形状缺陷的种类及表示方法
熔焊接头中形状缺陷的种类及表示方法,见表 5
7.试述熔焊接头中其它缺陷的种类及表示方法
熔焊接头中其它缺陷的种类及表示方法,见表 6
表 6 其它缺陷的种类及表示方法数字序号名 称说 明600其它缺陷不能包括在 1~5 类缺陷的其它缺陷601电弧擦伤在焊缝坡口外部引弧或打弧时产生于母材金属表面上的局部损伤602飞溅熔焊过程中,熔化的金属颗粒和熔渣向周围飞散的现象
这种飞散出的金属颗粒和熔渣习惯上也称为飞溅6021钨飞溅 从钨电极过渡到母材金属表面或凝固焊缝金属表面上的钨颗粒603表面撕裂 不按操作规程拆除临时焊接的附件时产生于母材金属表面的损伤604磨痕 不按操作规程打磨引起的局部表面损伤605凿痕 不按操作规程使