冲压件尺寸精度要求1.冲压件的检查要求1
冲压件尺寸测量时,应将冲压件夹紧定位在检具上测量
1 检具上夹紧位置应与焊接夹具夹紧点一致,无压紧点应在自然状态下测量
2 两个零件搭接头按同一块样板检测,样板与零件间隙不超过 0
3 毛刺高度允许值板料厚度 mm0
0毛刺高度 mm0
2 冲压件表面质量1
1 表面区域分类类别冲压件类型一类如前围板、前围角板、左右车门外板、左右后侧围外板、左右前柱外板、保险杠等重要外露表面二类顶盖、后围外板、脚踏板等部位外露表面三类在车门开启时的可见表面、未覆盖的内部表面、配合表面四类平常不可见的表面1
2 冲压件表面质量检查表面质量的判定依据:冲压件喷漆后表面缺陷的可见程度,一类和二类表面区域在光照条件下检验(A:无可见缺陷 B:有轻微可见缺陷 C:有可接受的一般缺陷)
表面区域缺陷种类一类二类三类四类内控顾客内控顾客内控顾客内控顾客ABCC压曲ABCC起皱ABCC拉延痕迹ABCC拉延冲击线ABCC圆角和轮廓线不均匀,不整齐ABCC冲压后底部残留压痕ABCC粘接ABCC翻边不整齐ABCC划伤ABCC表面不平整,不光顺1
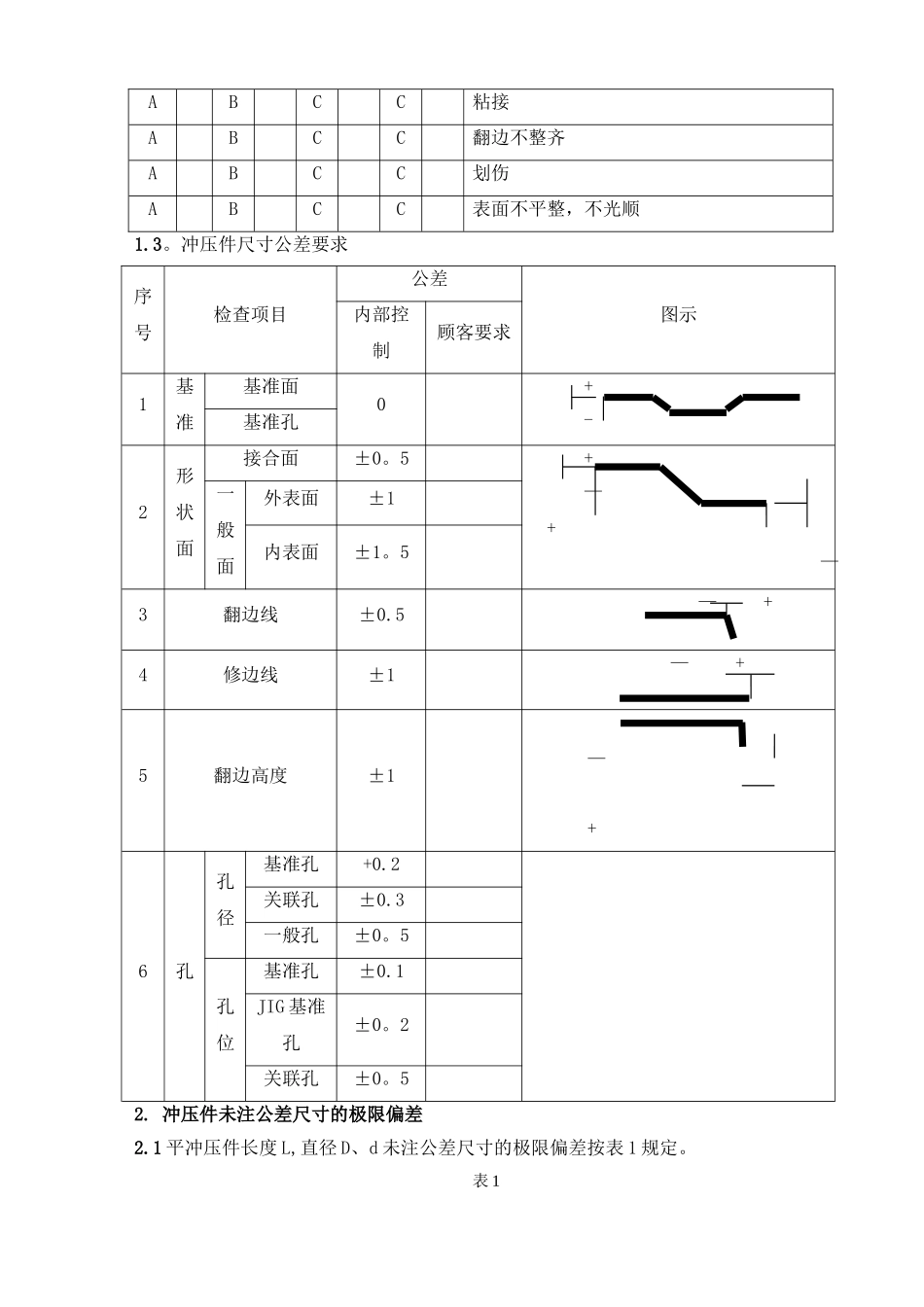
冲压件尺寸公差要求序号检查项目公差图示内部控制顾客要求1基准基准面0+-基准孔2形状面接合面±0
5+— +—一般面外表面±1内表面±1
53翻边线±0
5 — +4修边线±1 — +5翻边高度±1 — +6孔孔径基准孔+0
2关联孔±0
3一般孔±0
5孔位基准孔±0
1JIG 基准孔±0
2关联孔±0
冲压件未注公差尺寸的极限偏差2
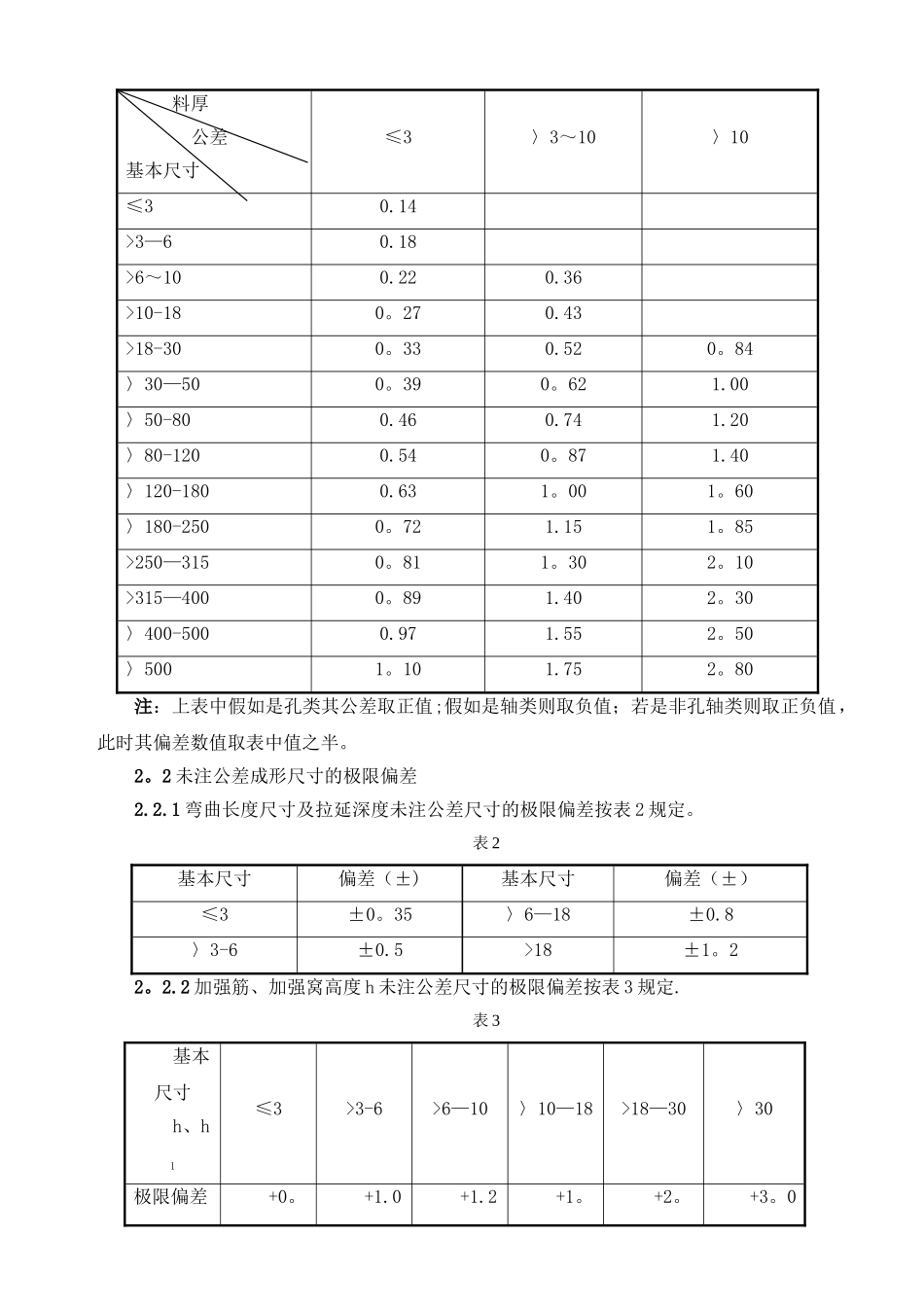
1 平冲压件长度 L,直径 D、d 未注公差尺寸的极限偏差按表 1 规定
表 1料厚公差基本尺寸≤3〉3~10〉10≤30
14>3—60
18>6~100