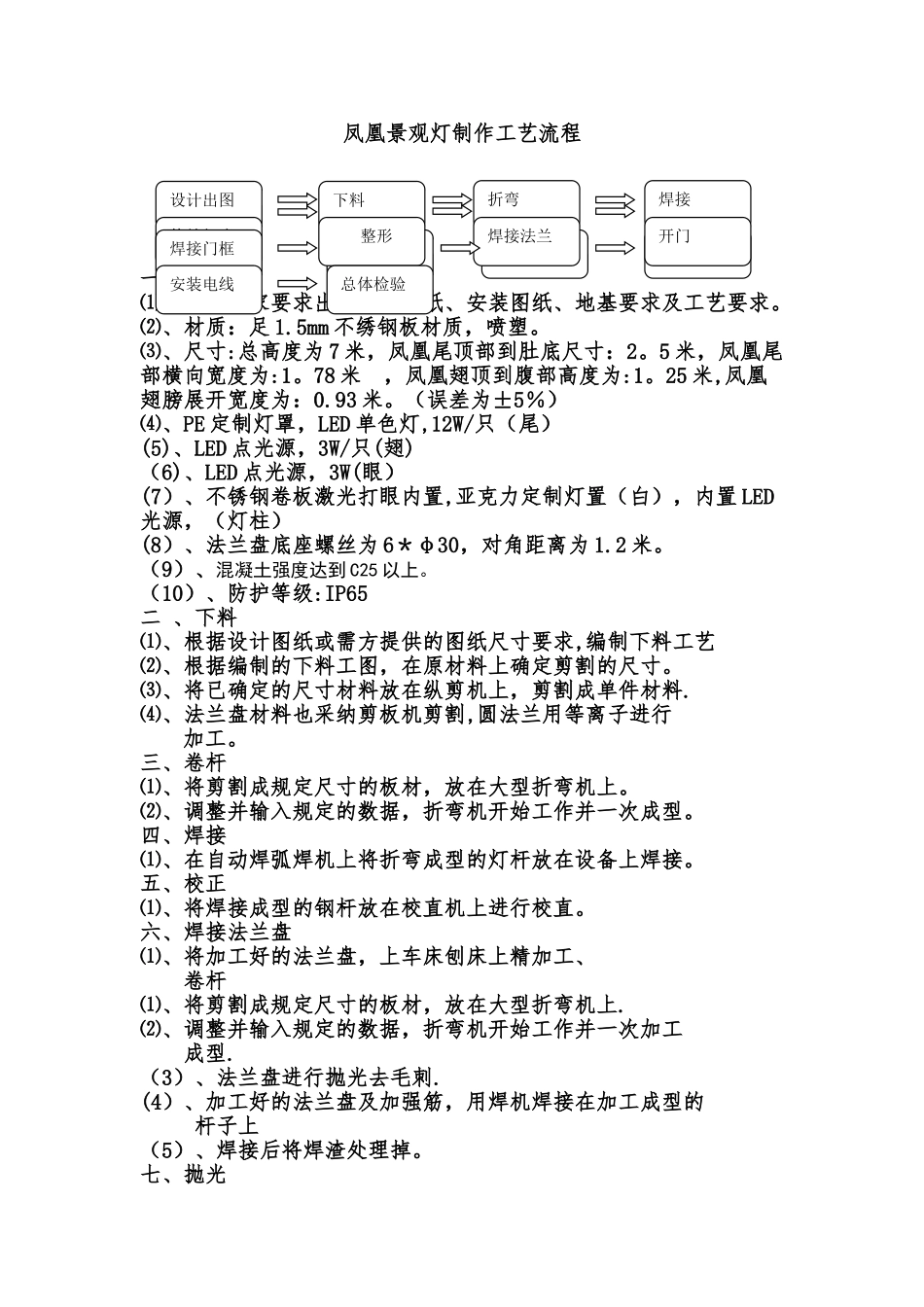
凤凰景观灯制作工艺流程一、设计⑴、根据厂家要求出具下料图纸、安装图纸、地基要求及工艺要求
⑵、材质:足 1
5mm 不绣钢板材质,喷塑
⑶、尺寸:总高度为 7 米,凤凰尾顶部到肚底尺寸:2
5 米,凤凰尾部横向宽度为:1
78 米 ,凤凰翅顶到腹部高度为:1
25 米,凤凰翅膀展开宽度为:0
(误差为±5%)⑷、PE 定制灯罩,LED 单色灯,12W/只(尾) (5)、LED 点光源,3W/只(翅) (6)、LED 点光源,3W(眼) (7)、不锈钢卷板激光打眼内置,亚克力定制灯置(白),内置 LED光源,(灯柱) (8)、法兰盘底座螺丝为 6*φ30,对角距离为 1
(9)、混凝土强度达到 C25 以上
(10)、防护等级:IP65二 、下料 ⑴、根据设计图纸或需方提供的图纸尺寸要求,编制下料工艺⑵、根据编制的下料工图,在原材料上确定剪割的尺寸
⑶、将已确定的尺寸材料放在纵剪机上,剪割成单件材料
⑷、法兰盘材料也采纳剪板机剪割,圆法兰用等离子进行 加工
三、卷杆 ⑴、将剪割成规定尺寸的板材,放在大型折弯机上
⑵、调整并输入规定的数据,折弯机开始工作并一次成型
四、焊接 ⑴、在自动焊弧焊机上将折弯成型的灯杆放在设备上焊接
五、校正⑴、将焊接成型的钢杆放在校直机上进行校直
六、焊接法兰盘 ⑴、将加工好的法兰盘,上车床刨床上精加工、 卷杆 ⑴、将剪割成规定尺寸的板材,放在大型折弯机上
⑵、调整并输入规定的数据,折弯机开始工作并一次加工 成型
(3)、法兰盘进行抛光去毛刺
(4)、加工好的法兰盘及加强筋,用焊机焊接在加工成型的 杆子上(5)、焊接后将焊渣处理掉
七、抛光 设计出图下料折弯焊接修补打磨焊接门框安装电线接装灯具打磨喷漆打腻子开门焊接法兰 整形总体检验⑴、将焊接成型的灯杆进行全面抛光,去毛刺
⑵、对所有焊接部位进行检测,对缺陷部分进行补