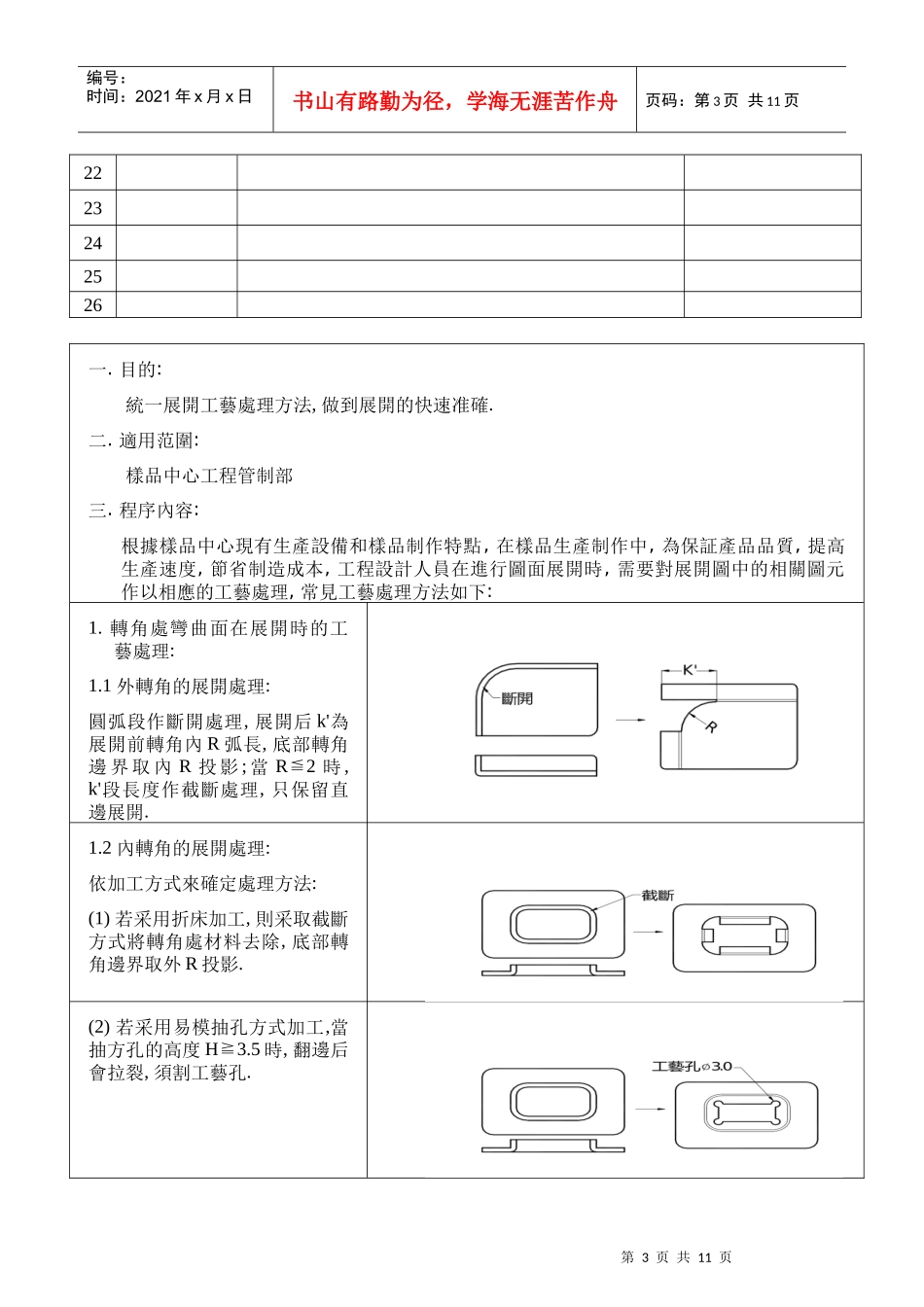
第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共11页******目錄******項目ITEM內容DESCRIPTION頁次PAGE目錄…………………………………………………………………1修訂履歷……………………………………………………………21目的…………………………………………………………………32適用范圍……………………………………………………………33程序內容……………………………………………………………3APPROVED核准CHECKED審核PREPARED承辦ISSUEDBY:出版分發:第2页共11页第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共11页BY簽名DATE日期******修訂履歷******版次ECNNO.修訂內容日期00新版發行010203040506070809101112131415161718192021第3页共11页第2页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共11页2223242526一.目的:統一展開工藝處理方法,做到展開的快速准確.二.適用范圍:樣品中心工程管制部三.程序內容:根據樣品中心現有生產設備和樣品制作特點,在樣品生產制作中,為保証產品品質,提高生產速度,節省制造成本,工程設計人員在進行圖面展開時,需要對展開圖中的相關圖元作以相應的工藝處理,常見工藝處理方法如下:1.轉角處彎曲面在展開時的工藝處理:1.1外轉角的展開處理:圓弧段作斷開處理,展開后k'為展開前轉角內R弧長,底部轉角邊界取內R投影;當R2≦時,k'段長度作截斷處理,只保留直邊展開.1.2內轉角的展開處理:依加工方式來確定處理方法:(1)若采用折床加工,則采取截斷方式將轉角處材料去除,底部轉角邊界取外R投影.(2)若采用易模抽孔方式加工,當抽方孔的高度H3.5≧時,翻邊后會拉裂,須割工藝孔.第4页共11页第3页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共11页1.3包角的展開處理:包角類型的圓角一般都很大,其圓角部分常作截斷處理.1.4段差轉角的展開處理:將段差段的一邊轉角處斷開后進行展開.2.展開后為線段圖元的工藝處理:將線段向外偏移1.0mm,處理成標准工藝孔形式.3.抽橋形兩側為線段的工藝處理:3.1保留割線處理:當料厚T0.4mm≦時,保留割線處理.注:當H3.0mm≧時,為防止抽橋拉裂,割線需向兩端各延伸1.5mm.3.2開設工藝孔:當料厚T>0.4mm時,按割工藝孔處理,工藝孔寬度取1.0mm.注:當H3.0mm≧時,為防止抽橋拉裂,工藝孔需向兩端各延伸1.5mm.第5页共11页第4页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共11页4.特殊工藝孔的處理:在保証小折尺寸和工件形狀不受影響前提下,將不規則工藝孔處理成規則形狀.5.因在折床加工而需進行的工藝處理:折床折彎加工的一般形式如附圖一所示,其中V為折床下模V槽的寬度,V槽的選擇與料厚有關,其最小折邊尺寸受V槽的限制,其關係如附附表一所示:5.1當折邊料內尺寸小於附表一中最小折邊尺寸時,折床無法加工,此時可將折邊補長至最小折邊尺寸,折彎后修邊.5.2折邊中如有小段邊線距折彎線距離小於1.5mm,在折床折彎時會造成變形,若不是重要尺寸,可將之作截斷處理.5.3當抽形邊緣與折彎處距離小于2.0mm,則會影響折彎加工,此時,相應折彎線作割孔處理或更改抽形尺寸.注:因折彎需要作割孔﹑割線或壓線的工藝處理,其割孔﹑割線及壓線的長度與圖元在折彎線上的投影長度相同,其中割孔寬度為0.5mm;割孔和割線必須通過主管確認.第6页共11页第5页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第6页共11页5.4當靠近折彎線的孔距折彎線小于附表二所列最小距離時,折彎后會產生變形,此時可根據產品不同的要求,作如下方式的處理:(1)在靠近折彎線的孔邊補料:折彎后修磨至設計尺寸,當要求保證孔邊距時,可按此方式處理,若孔邊較長時,須沿修邊處作LASER點標記以利于修邊.(2)沿折彎線割孔或割線:當折彎線對工件外觀無影響或可以接受時,則以割孔改善其工藝性,否則則以割線處理.(3)折床壓線處理:在圖元數目較多時,采用折床壓線處理.(4)對不重要孔,可將孔擴大至折彎線.第7页共11页第6页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第7页共11页(5)折彎后擴孔處理只...