艾默生非标EV-1000变频器在电线电缆行业中的特殊应用在电线电缆行来中,许多工艺流程都是从放线开始到收线结束,其中放线环节中,怎样克服放线过程中的放线张力不均匀的现象,是许多设备设计工程师与产品控制工程师所迫切解决的问题
在以往的电气设计过程中,电气设计工程师常采用PLC的A/D、D/A模块、张力控制工艺PCB板,通过读起张力摆杆电位器的电位来获得所需求的放线快慢程度,这种保持张力恒定的方法,由于一般情况下采取张力摆杆电位器的信号线及从D/A模块发出的控制变频器速度的模拟信号线过长容易造成信号的失真,再加上不同轴径的收线轮对应着不同的PLC的PID内部调节参数,如PID设定不合适,容易让电气控制下的放线轮处于不稳定状态,最终让张力处于难于恒定的状态,从而影响产品的品质
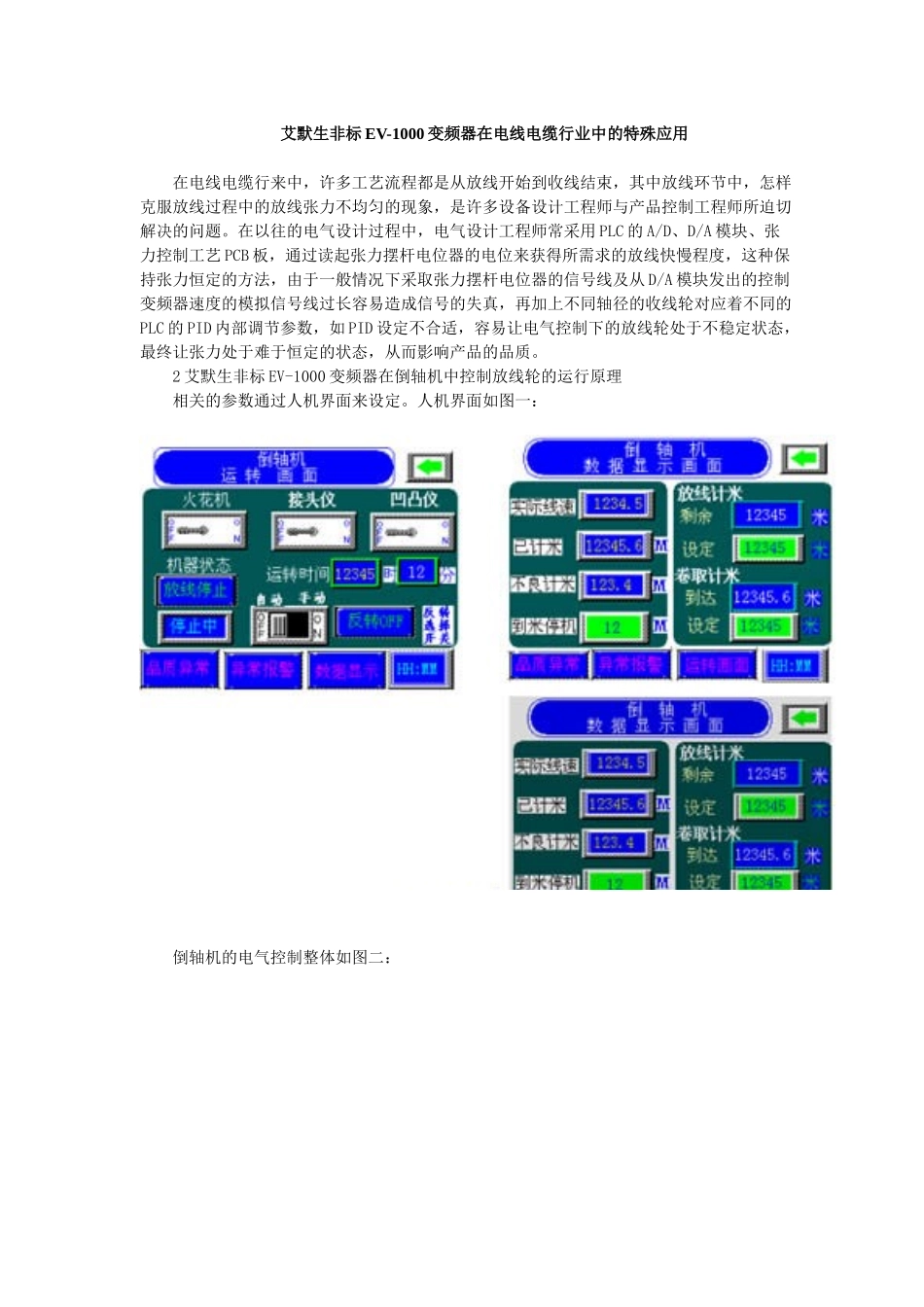
2艾默生非标EV-1000变频器在倒轴机中控制放线轮的运行原理相关的参数通过人机界面来设定
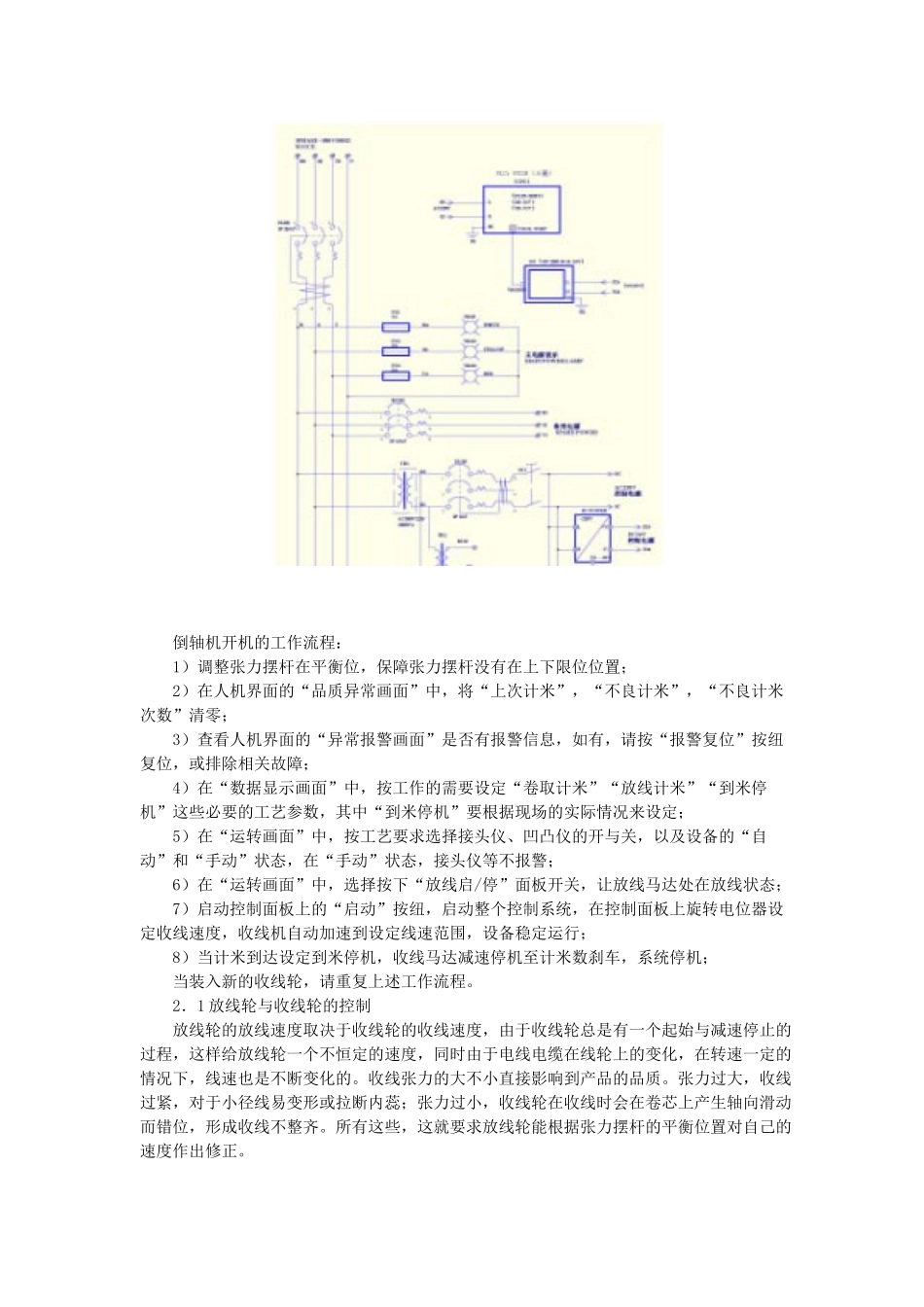
人机界面如图一:倒轴机的电气控制整体如图二:倒轴机开机的工作流程:1)调整张力摆杆在平衡位,保障张力摆杆没有在上下限位位置;2)在人机界面的“品质异常画面”中,将“上次计米”,“不良计米”,“不良计米次数”清零;3)查看人机界面的“异常报警画面”是否有报警信息,如有,请按“报警复位”按纽复位,或排除相关故障;4)在“数据显示画面”中,按工作的需要设定“卷取计米”“放线计米”“到米停机”这些必要的工艺参数,其中“到米停机”要根据现场的实际情况来设定;5)在“运转画面”中,按工艺要求选择接头仪、凹凸仪的开与关,以及设备的“自动”和“手动”状态,在“手动”状态,接头仪等不报警;6)在“运转画面”中,选择按下“放线启/停”面板开关,让放线马达处在放线状态;7)启动控制面板上的“启动”按纽,启动整个控制系统,在控制面板上旋转电位器设定收线速度,收线机自动加速到设定线速范围,设备稳定运行;8)当计米到达设定到米停机,收线马达减速