学校:汕头职业技术学院系别:机电工程系班级:CAD/CAM031班学号:0330601123姓名:杨燕飘指导老师:黄少平灯罩:聚笨乙烯(PS)透明大批量目录一.塑件分析……………………
1二.注塑机的确定…………………
2三.注射模分型面的选择…………
2四.注射模型腔排列方式的确定…
3五.注射模浇注系统设计…………
3六.注射成型零件设计……………
4七.抽芯机构的设计………….....5八.推出机构的设计………………
7九.模具闭合高度的确定…………
7十.注射机有关参数的校核………
8十一.模具总装间图…………………
9十二.主要参考文献...............11十三.总结.......................11一
塑件分析:1.塑件原材料分析:聚苯乙烯(PS)的成型特性和工艺特性
A、非结晶性塑料,吸湿性小,不易分解,性脆易断,热膨胀系数大,易产生内应力,流动性好
B、宜用高料温,高模温,低注射压力,延长注射时间有利于降低内应力,防止缩孔和变形
C、可采用各种形式的浇口,浇口与塑料连接处应圆滑过渡,脱模斜度取30'~1∘以上
顶出力要均匀
D、塑料厚度均匀,不宜有嵌件、缺口、尖角
E、无色无味无毒,具有优良的电绝缘性能和一定的化学稳定性
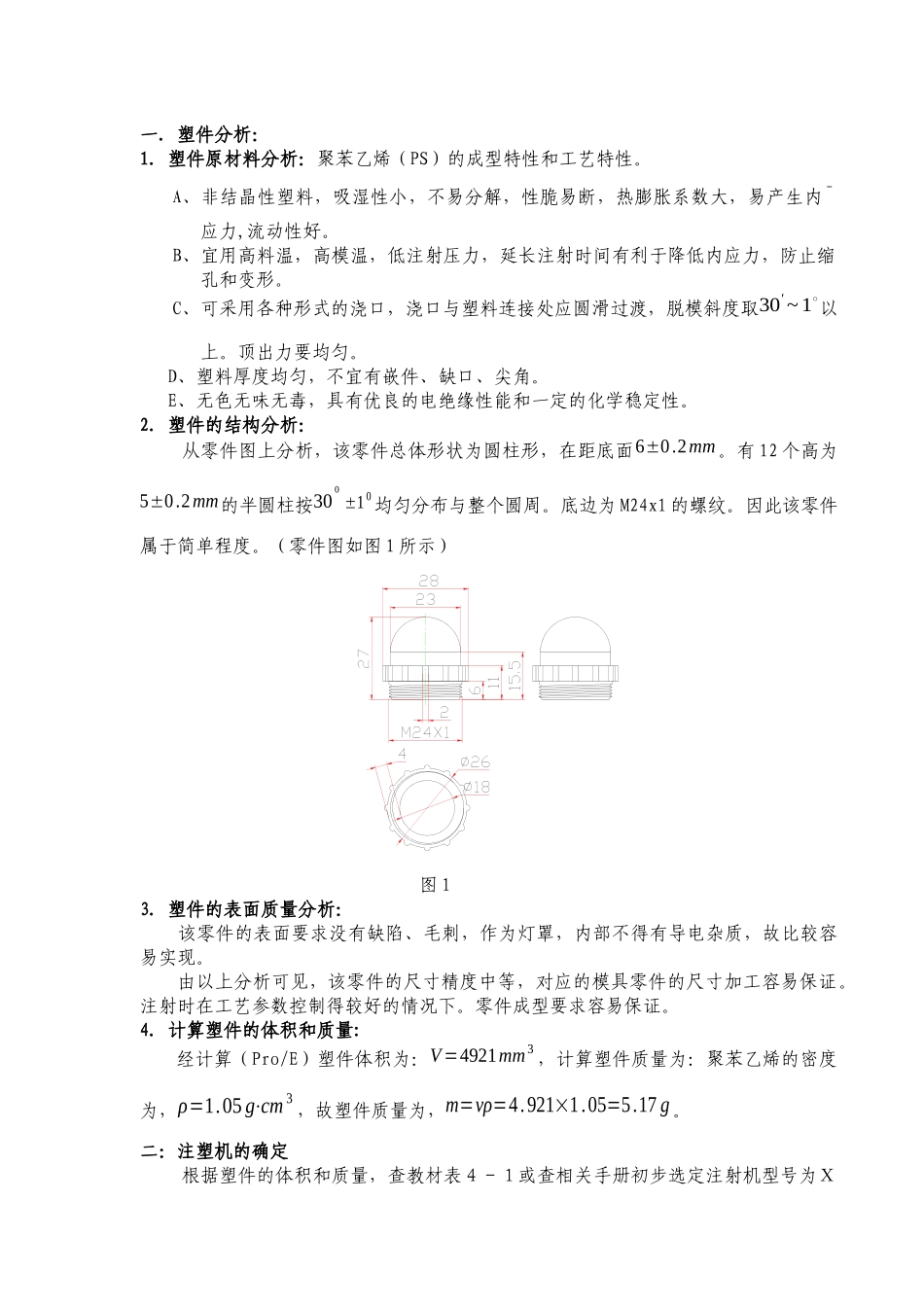
2.塑件的结构分析:从零件图上分析,该零件总体形状为圆柱形,在距底面6±0
有12个高为5±0
2mm的半圆柱按300±10均匀分布与整个圆周
底边为M24x1的螺纹
因此该零件属于简单程度
(零件图如图1所示)图13.塑件的表面质量分析:该零件的表面要求没有缺陷、毛刺,作为灯罩,内部不得有导电杂质,故比较容易实现
由以上分析可见,该零件的尺寸精度中等,对应的模具零件的尺寸加工容易保证
注射时在工艺参数控制得较好的情况下
零件成型要求容易保证
计算塑件的体积和质量:经计算(Pro/E