图6-1塑料罩盖零件简图图6-2学习情境六塑件注射成型模具结构方案的拟定塑料成型工艺与注射模具设计任务引入图6-1所示塑料罩盖塑件,材料LDPE,产量40万件
塑件不允许有裂纹、变形缺陷,脱模斜度30′~10,未注圆角R2~3
试根据塑件结构特征,初步注射成型模具的结构方案
(一)注射模的基本结构与分类1
注射模的组成注射模的结构是由注射机的形式和制品的复杂程度及模具内的型腔数目所决定的
但无论是简单还是复杂,注射模均由定模和动模两大部分组成
定模安装在注射机固定模板上,动模安装在注射机移动模板上
注射时动模、定模闭合构成型腔和浇注系统,开模时,动模、定模分离,取出制件
图6-2所示为典型的单分型面注射模结构
根据模具中各零件所起的作用,又可细分为图6-3所示基本组成部分
注射模的分类注射模具的分类方法很多:按生产的塑料材料,可分为热塑性塑料注射模具和热固性塑料注射模具
按所用注射机的类型,可分为卧式或立式注射机用注射模和直角式注射机用注射模
按模具成型数目分类,可分为单型腔和多型腔注射膜
按浇注系统形式分类,可分为普通流道注射模具及热流道注射模具
从模具设计的角度来看,还是按模具的总体结构特征分类较为合适
通常被分为单分型面、双分型面、带活动镶件、带侧抽芯、自动脱螺纹、推出机构在定模一侧以及热流道等七大类注射模
相关知识点7(二)典型注射模的结构与工作原理2
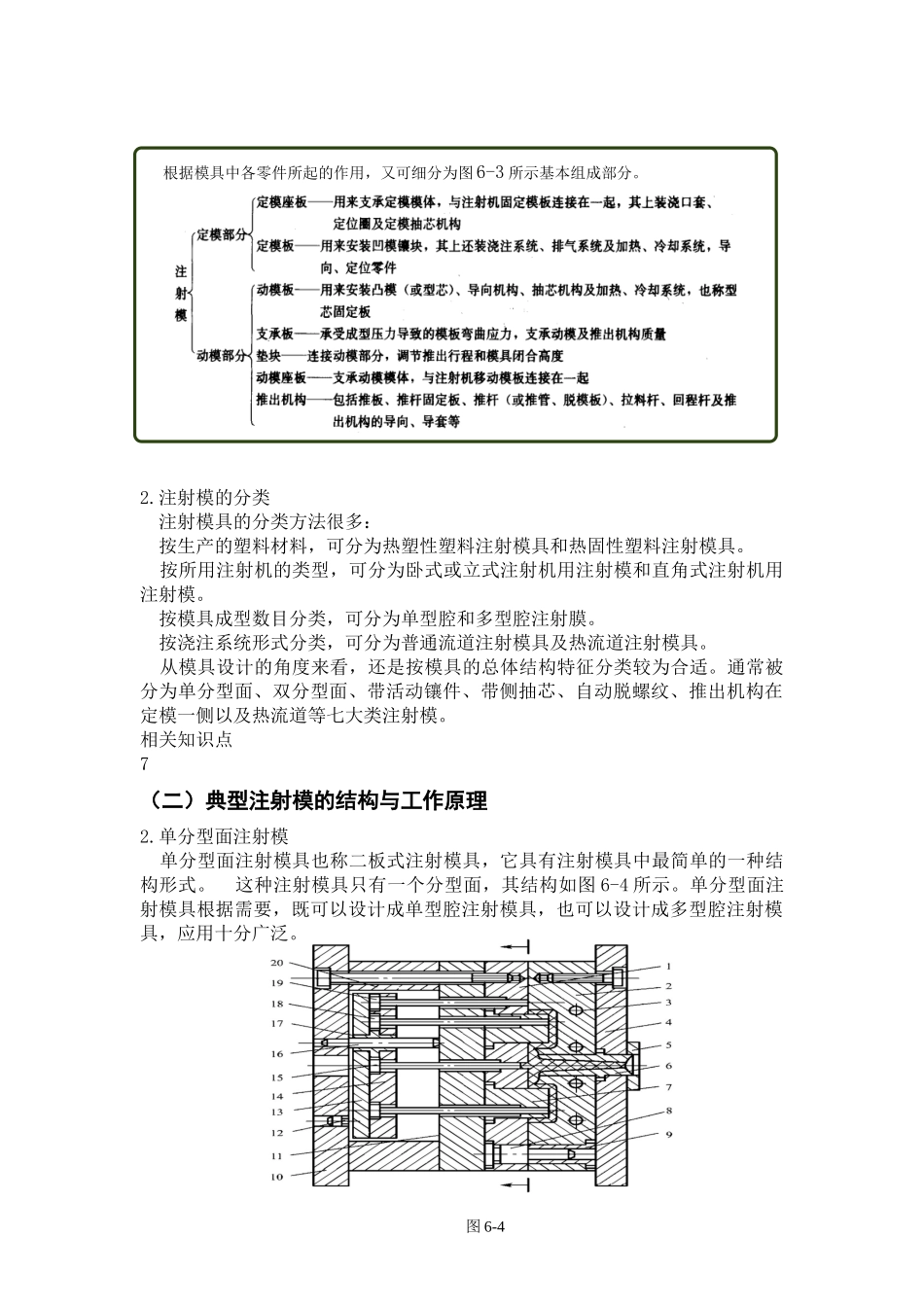
单分型面注射模单分型面注射模具也称二板式注射模具,它具有注射模具中最简单的一种结构形式
这种注射模具只有一个分型面,其结构如图6-4所示
单分型面注射模具根据需要,既可以设计成单型腔注射模具,也可以设计成多型腔注射模具,应用十分广泛
双分型面注射模双分型面注射模具有两个分型面,如图6-5所示
A—A为第一分型面,分型后浇注系统凝料由此脱出;B—B为第二分型面,分型后塑件由此脱出
与单分型面注射