第1页共14页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共14页多工位级进模的设计(基础知识)024
2凹模多工位级进模凹模的设计与制造较凸模更为复杂和困难
凹模的结构常用的类型有整体式、拼块式和嵌块式
整体式凹模由于受到模具制造精度和制造方法的限制已不适用于多工位级进模
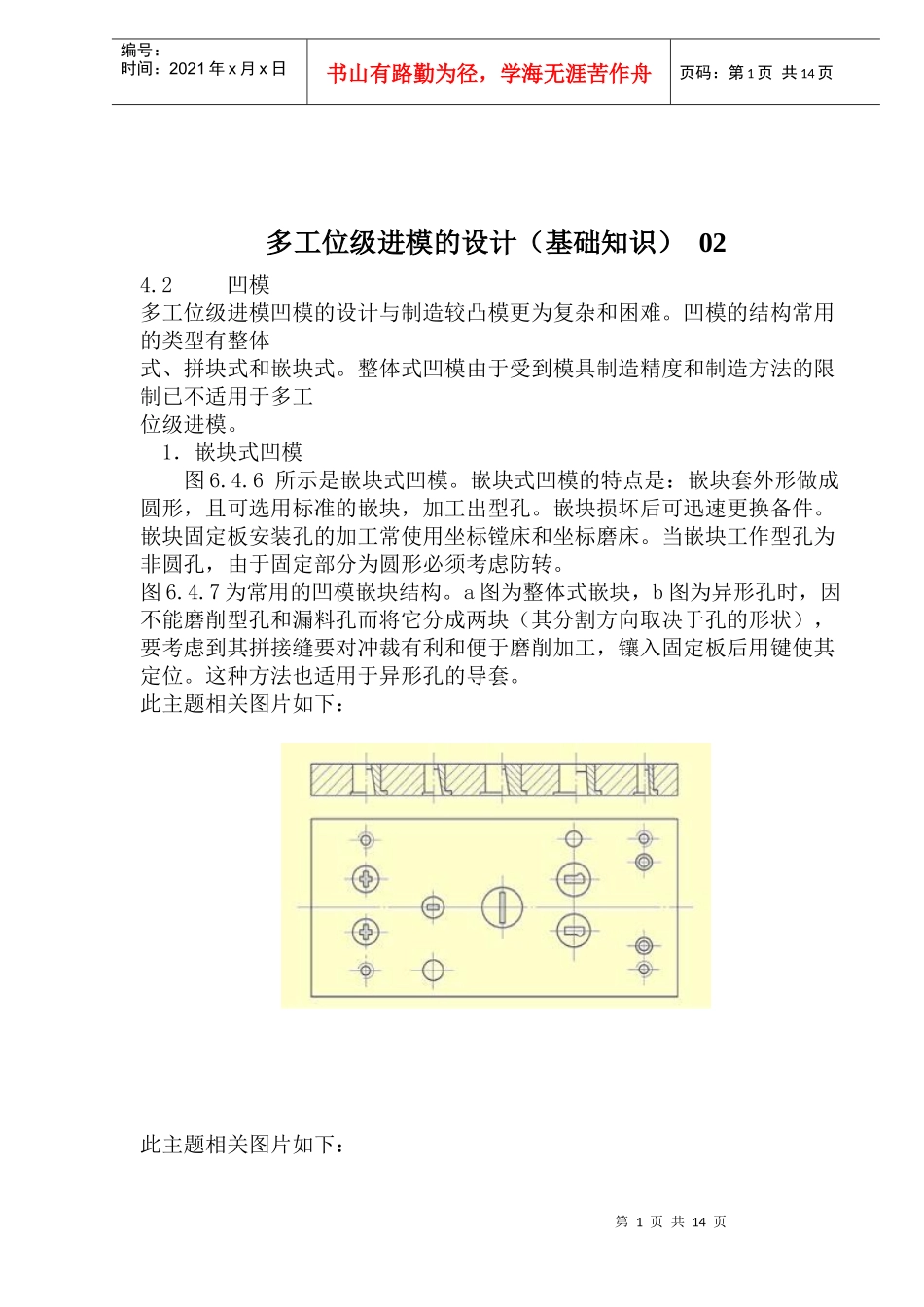
1.嵌块式凹模图6
6所示是嵌块式凹模
嵌块式凹模的特点是:嵌块套外形做成圆形,且可选用标准的嵌块,加工出型孔
嵌块损坏后可迅速更换备件
嵌块固定板安装孔的加工常使用坐标镗床和坐标磨床
当嵌块工作型孔为非圆孔,由于固定部分为圆形必须考虑防转
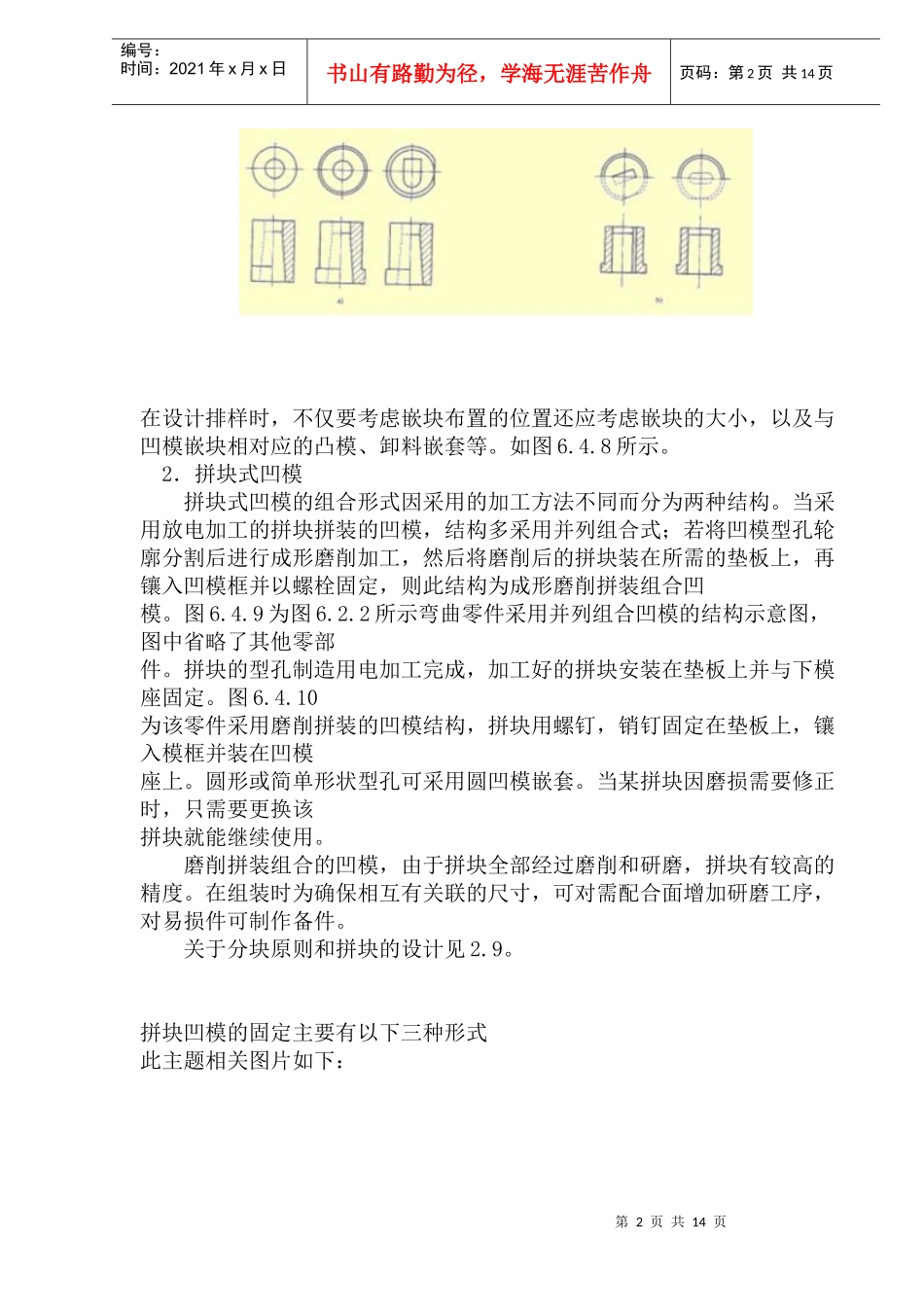
7为常用的凹模嵌块结构
a图为整体式嵌块,b图为异形孔时,因不能磨削型孔和漏料孔而将它分成两块(其分割方向取决于孔的形状),要考虑到其拼接缝要对冲裁有利和便于磨削加工,镶入固定板后用键使其定位
这种方法也适用于异形孔的导套
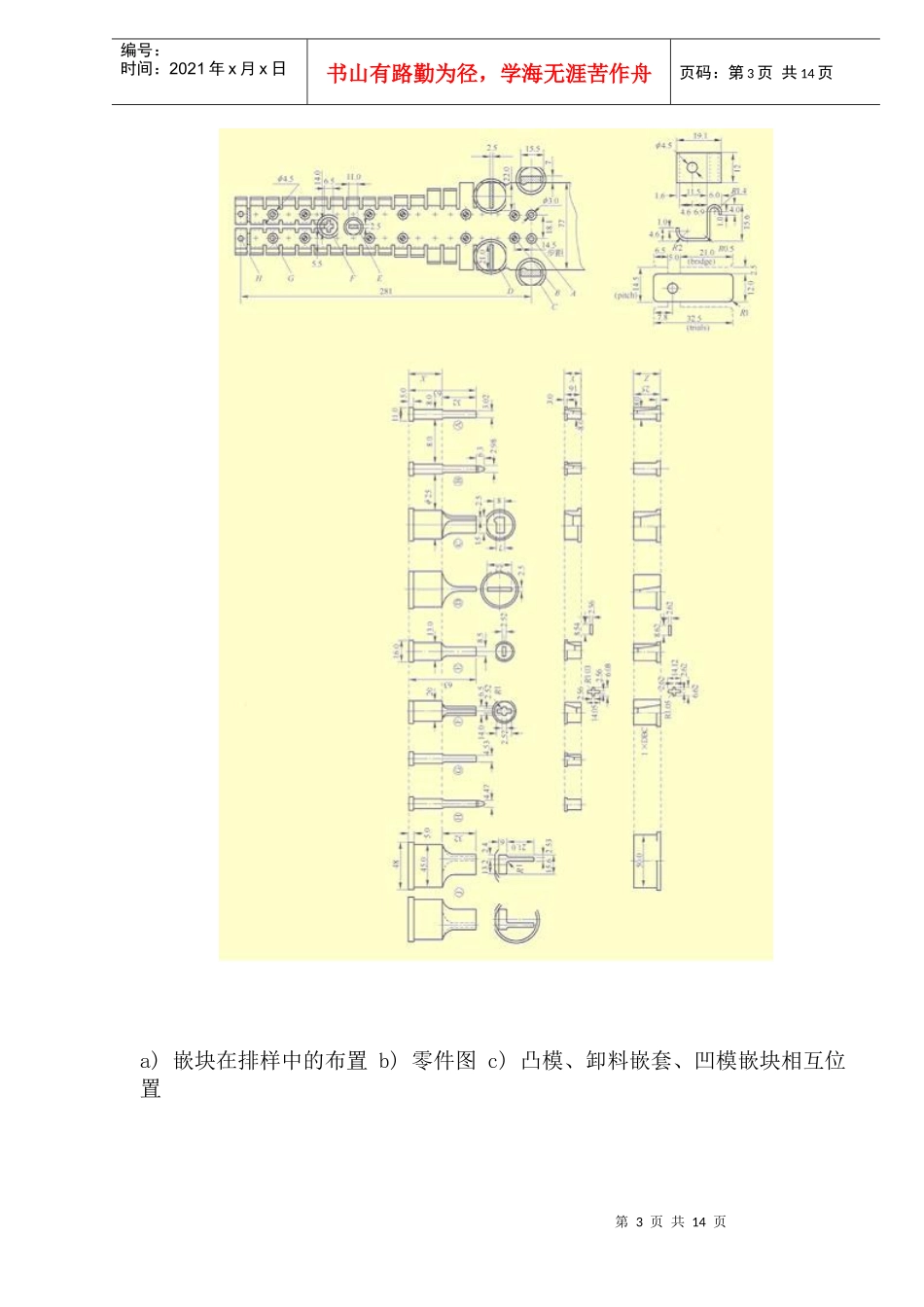
此主题相关图片如下:此主题相关图片如下:第2页共14页第1页共14页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共14页在设计排样时,不仅要考虑嵌块布置的位置还应考虑嵌块的大小,以及与凹模嵌块相对应的凸模、卸料嵌套等
2.拼块式凹模拼块式凹模的组合形式因采用的加工方法不同而分为两种结构
当采用放电加工的拼块拼装的凹模,结构多采用并列组合式;若将凹模型孔轮廓分割后进行成形磨削加工,然后将磨削后的拼块装在所需的垫板上,再镶入凹模框并以螺栓固定,则此结构为成形磨削拼装组合凹模
2所示弯曲零件采用并列组合凹模的结构示意图,图中省略了其他零部件
拼块的型孔制造用电加工完成,加工好的拼块安装在垫板上并与下模座固定
10为该零件采用磨削拼装的凹模结构,拼块用螺钉,销钉固定在垫板上,镶入模框并装在凹模座上
圆形或简单形状型孔可采用圆凹模嵌套