数控铣床编程指令4
2子程序1、坐标轴运动(插补)功能指令(1)点定位指令G00点定位指令(G00)为刀具以快速移动速度移动到用绝对值指令或增量值指令指定的工件坐标系中的位置
指令格式:G00X—Y—Z一;式中X—Y—Z一为目标点坐标
以绝对值指令编程时,刀具移动到终点的坐标值;以增量值指令编程时,指刀具移动的距离,用符号表示方向
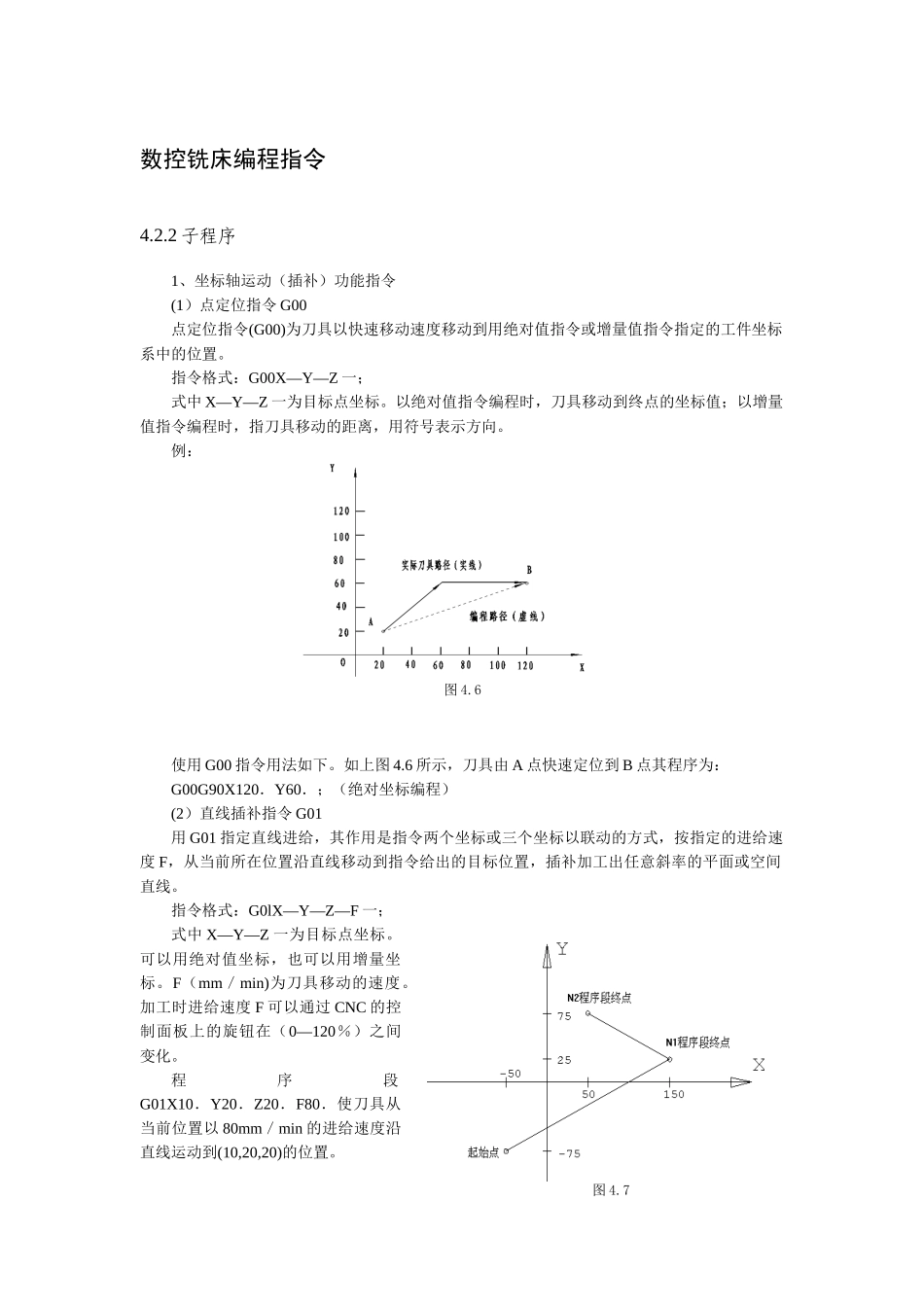
例:使用G00指令用法如下
6所示,刀具由A点快速定位到B点其程序为:G00G90X120.Y60.;(绝对坐标编程)(2)直线插补指令G01用G01指定直线进给,其作用是指令两个坐标或三个坐标以联动的方式,按指定的进给速度F,从当前所在位置沿直线移动到指令给出的目标位置,插补加工出任意斜率的平面或空间直线
指令格式:G0lX—Y—Z—F一;式中X—Y—Z一为目标点坐标
可以用绝对值坐标,也可以用增量坐标
F(mm/min)为刀具移动的速度
加工时进给速度F可以通过CNC的控制面板上的旋钮在(0—120%)之间变化
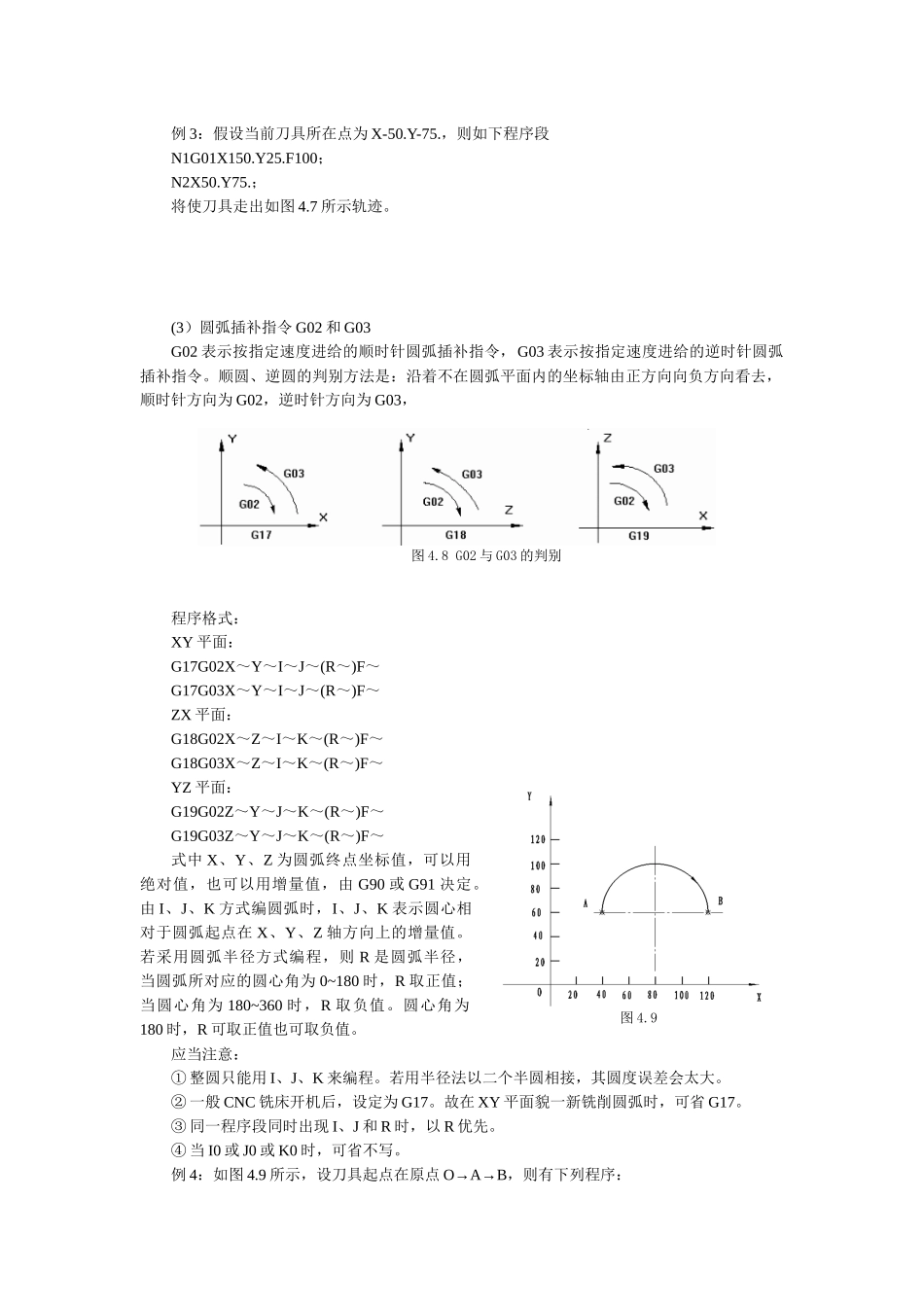
程序段G01X10.Y20.Z20.F80.使刀具从当前位置以80mm/min的进给速度沿直线运动到(10,20,20)的位置
7例3:假设当前刀具所在点为X-50
,则如下程序段N1G01X150
F100;N2X50
;将使刀具走出如图4
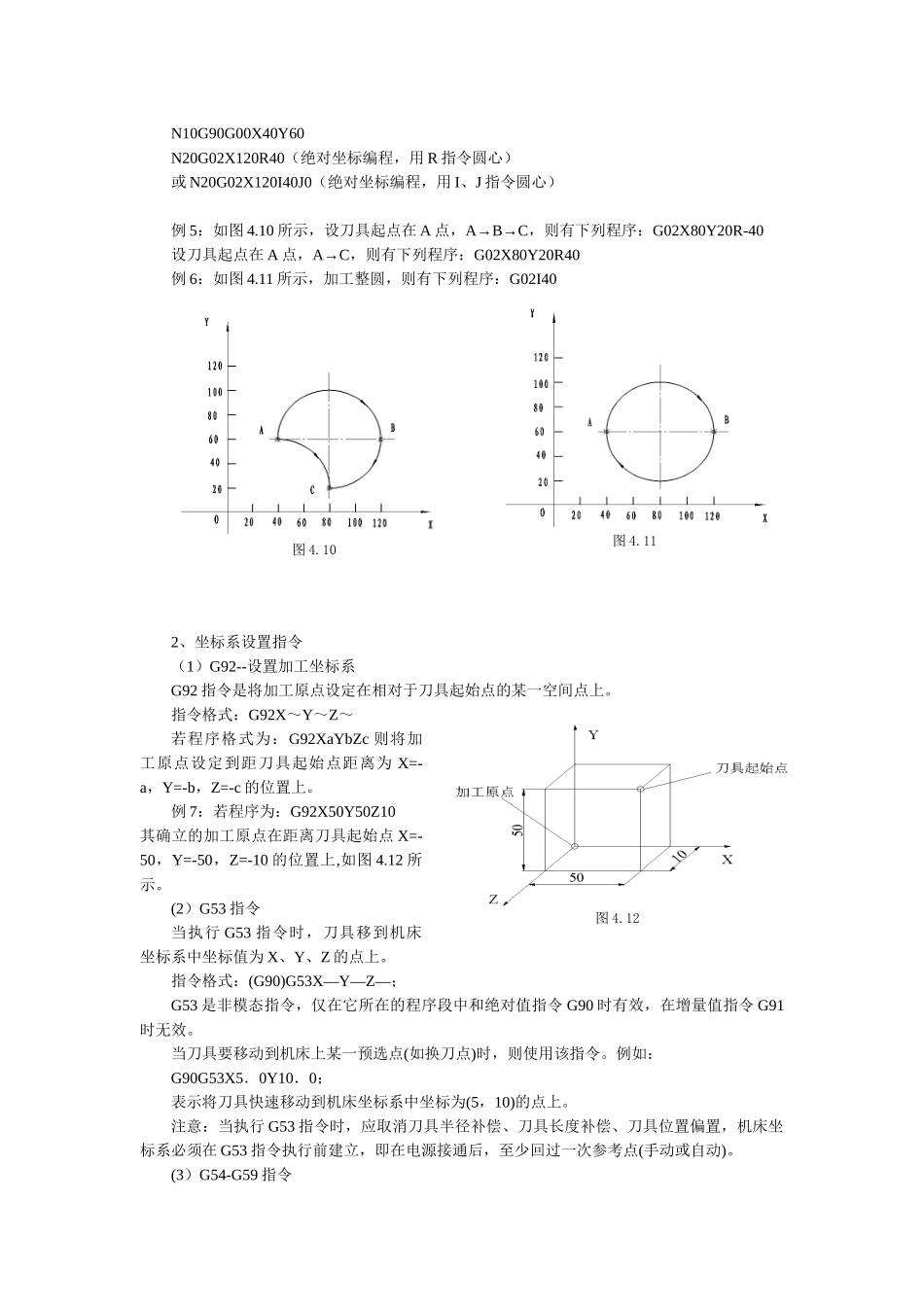
(3)圆弧插补指令G02和G03G02表示按指定速度进给的顺时针圆弧插补指令,G03表示按指定速度进给的逆时针圆弧插补指令
顺圆、逆圆的判别方法是:沿着不在圆弧平面内的坐标轴由正方向向负方向看去,顺时针方向为G02,逆时针方向为G03,程序格式:XY平面:G17G02X~Y~I~J~(R~)F~G17G03X~Y~I~J~(R~)F~ZX平面:G18G02X~Z~I~K~(R~)F~G18G03X~Z~I~K~(R~)F~YZ平面