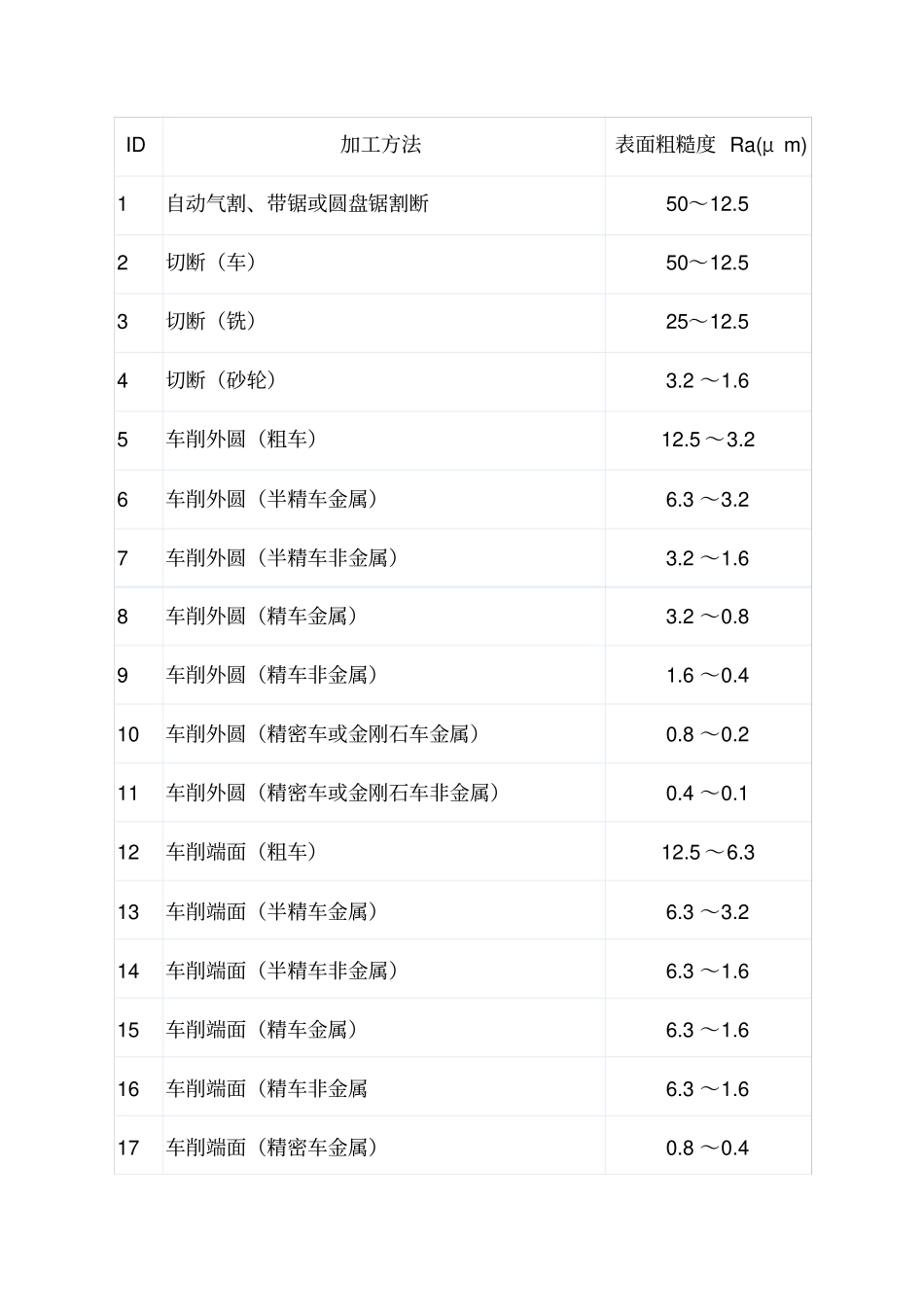
ID加工方法表面粗糙度Ra(μm)1自动气割、带锯或圆盘锯割断50~12
52切断(车)50~12
53切断(铣)25~12
54切断(砂轮)3
65车削外圆(粗车)12
26车削外圆(半精车金属)6
27车削外圆(半精车非金属)3
68车削外圆(精车金属)3
89车削外圆(精车非金属)1
410车削外圆(精密车或金刚石车金属)0
211车削外圆(精密车或金刚石车非金属)0
112车削端面(粗车)12
313车削端面(半精车金属)6
214车削端面(半精车非金属)6
615车削端面(精车金属)6
616车削端面(精车非金属6
617车削端面(精密车金属)0
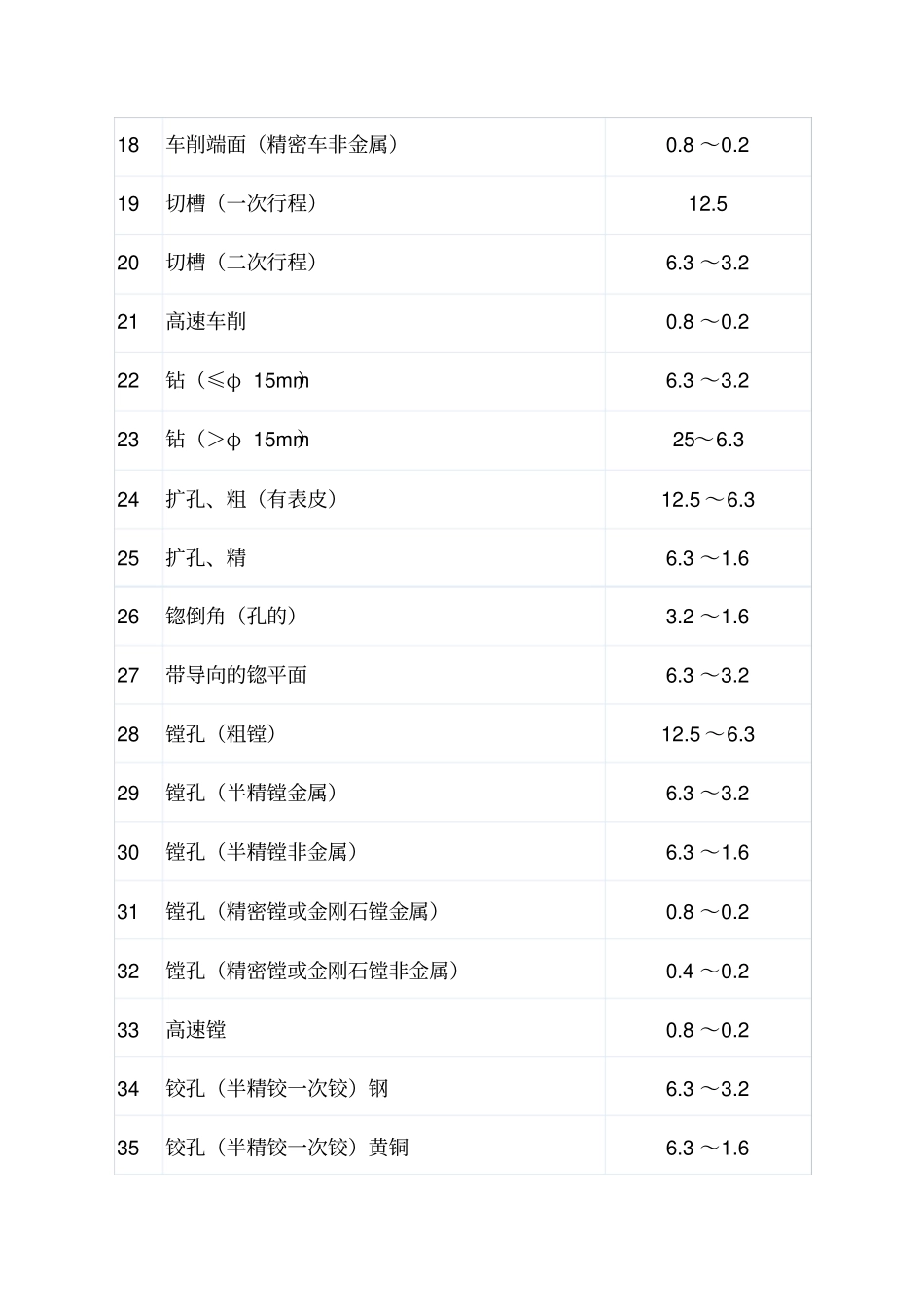
418车削端面(精密车非金属)0
219切槽(一次行程)12
520切槽(二次行程)6
221高速车削0
222钻(≤φ15mm)6
223钻(>φ15mm)25~6
324扩孔、粗(有表皮)12
325扩孔、精6
626锪倒角(孔的)3
627带导向的锪平面6
228镗孔(粗镗)12
329镗孔(半精镗金属)6
230镗孔(半精镗非金属)6
631镗孔(精密镗或金刚石镗金属)0
232镗孔(精密镗或金刚石镗非金属)0
233高速镗0
234铰孔(半精铰一次铰)钢6
235铰孔(半精铰一次铰)黄铜6
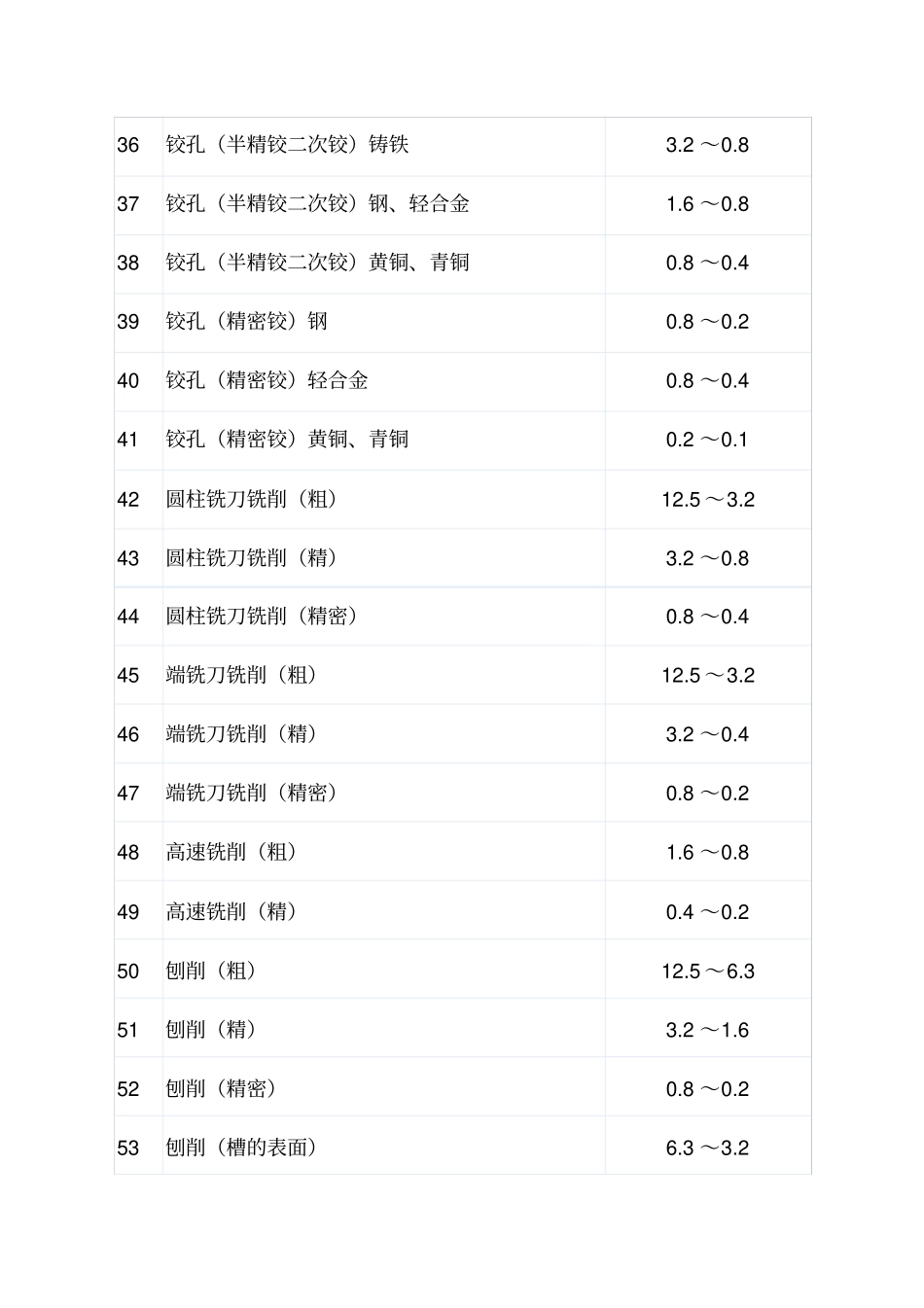
636铰孔(半精铰二次铰)铸铁3
837铰孔(半精铰二次铰)钢、轻合金1
838铰孔(半精铰二次铰)黄铜、青铜0
439铰孔(精密铰)钢0
240铰孔(精密铰)轻合金0
441铰孔(精密铰)黄铜、青铜0
142圆柱铣刀铣削(粗)12