目录一、编制说明
1二、工程概况
1三、编制依据
1四、施工准备及施工程序
1五、施工技术措施
1六、施工质量控制
4七、施工安全和环境管理技术措施
4八、劳动力组织
4九、工机具及手段用料
5十、施工组织机构
5可编辑范本一、编制说明本方案为河南鸿业科技化工有限公司1
5万吨/年粗酚精制项目非标设备的加工制作施工方案
为了保证在施工过程中施工质量、安全及进度要求,特编制此施工方案
二、工程概况河南鸿业科技化工有限公司1
5万吨/年粗酚精制项目制作的非标设备共有20台
设备材质为Q345R,通过对旧设备进行改造,在设备内部镶衬厚度为3mm的304不锈钢板以提高设备耐腐蚀性
该部分非标设备制作内容主要包括罐体改造制作不锈钢内衬(含成品罐外部镶焊伴热装置)、装填加热器及制作安装底座,开孔配管节、割焊设备封头等
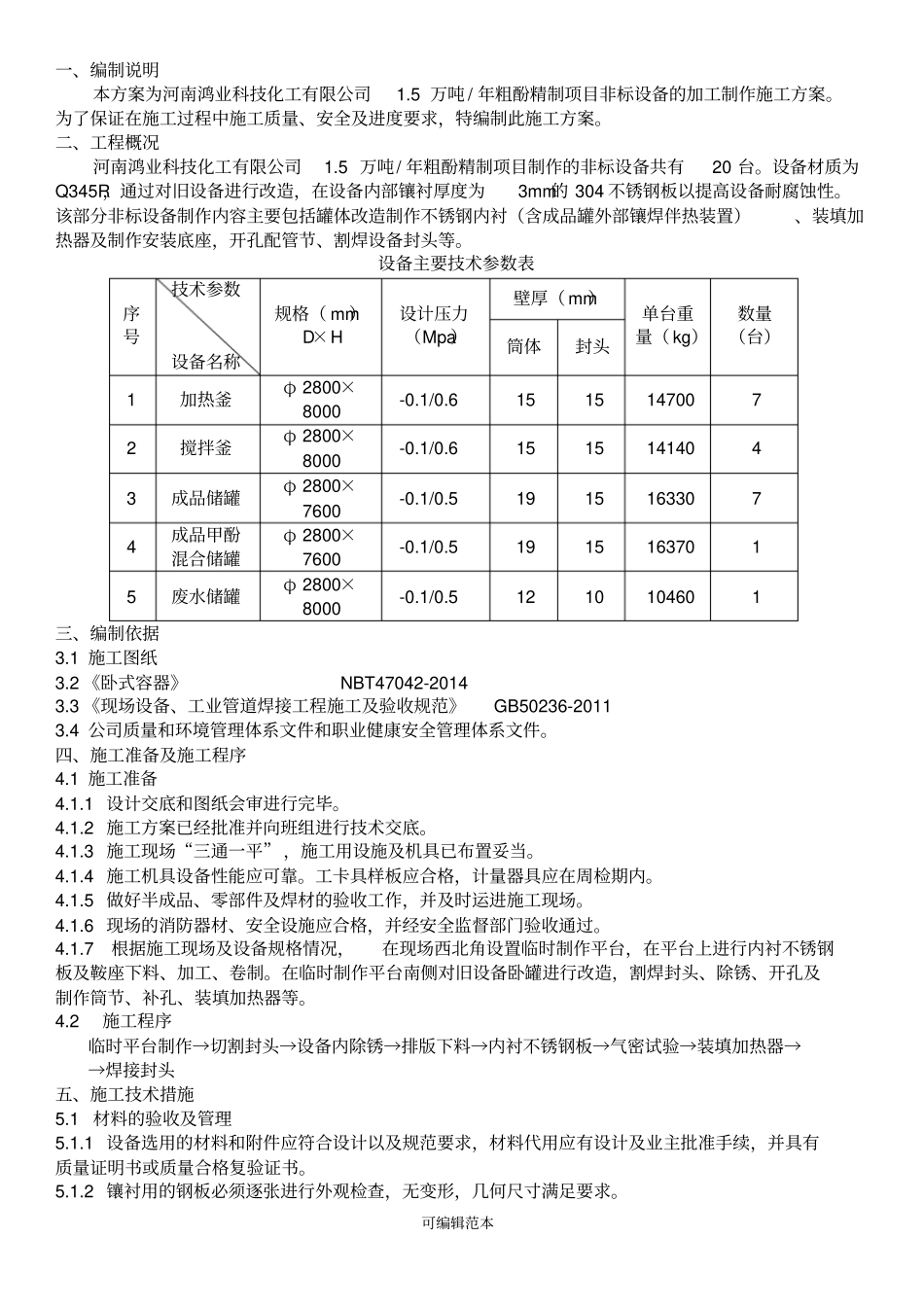
设备主要技术参数表序号技术参数设备名称规格(mm)D×H设计压力(Mpa)壁厚(mm)单台重量(kg)数