第1页共53页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共53页第一篇冲裁模一、搭边值与侧刃宽度搭边值单位(mm)料厚手送料自动送料圆形非圆形往复送料mnmnMnmn≤11
53232>1-221
5>2-32
5>3-432
535443>4-543546554>5-654657665>6-865766776>875879887二、条料宽度的确定为了保证送料的顺利进行,必须考虑条料的单向(负向)公差
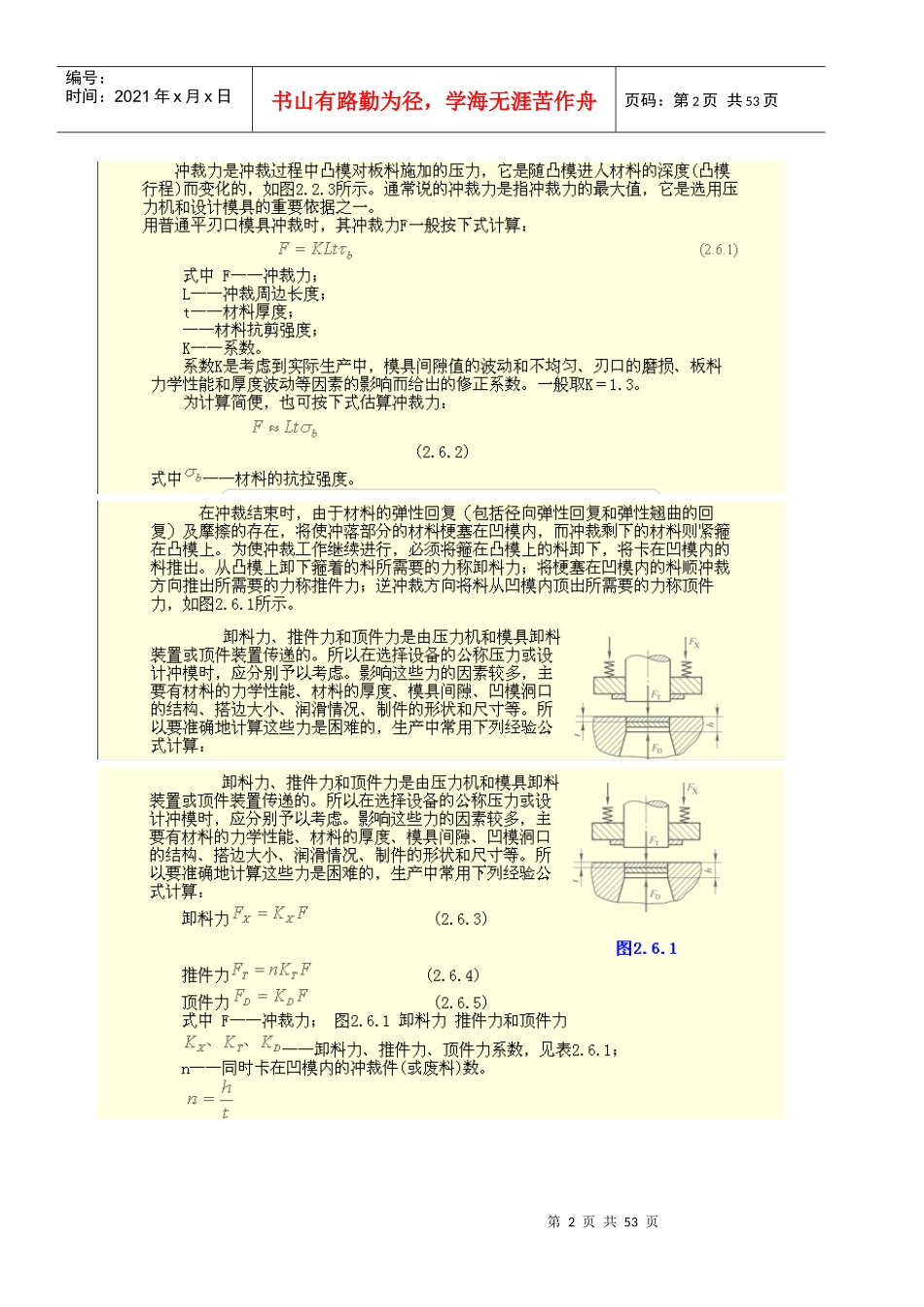
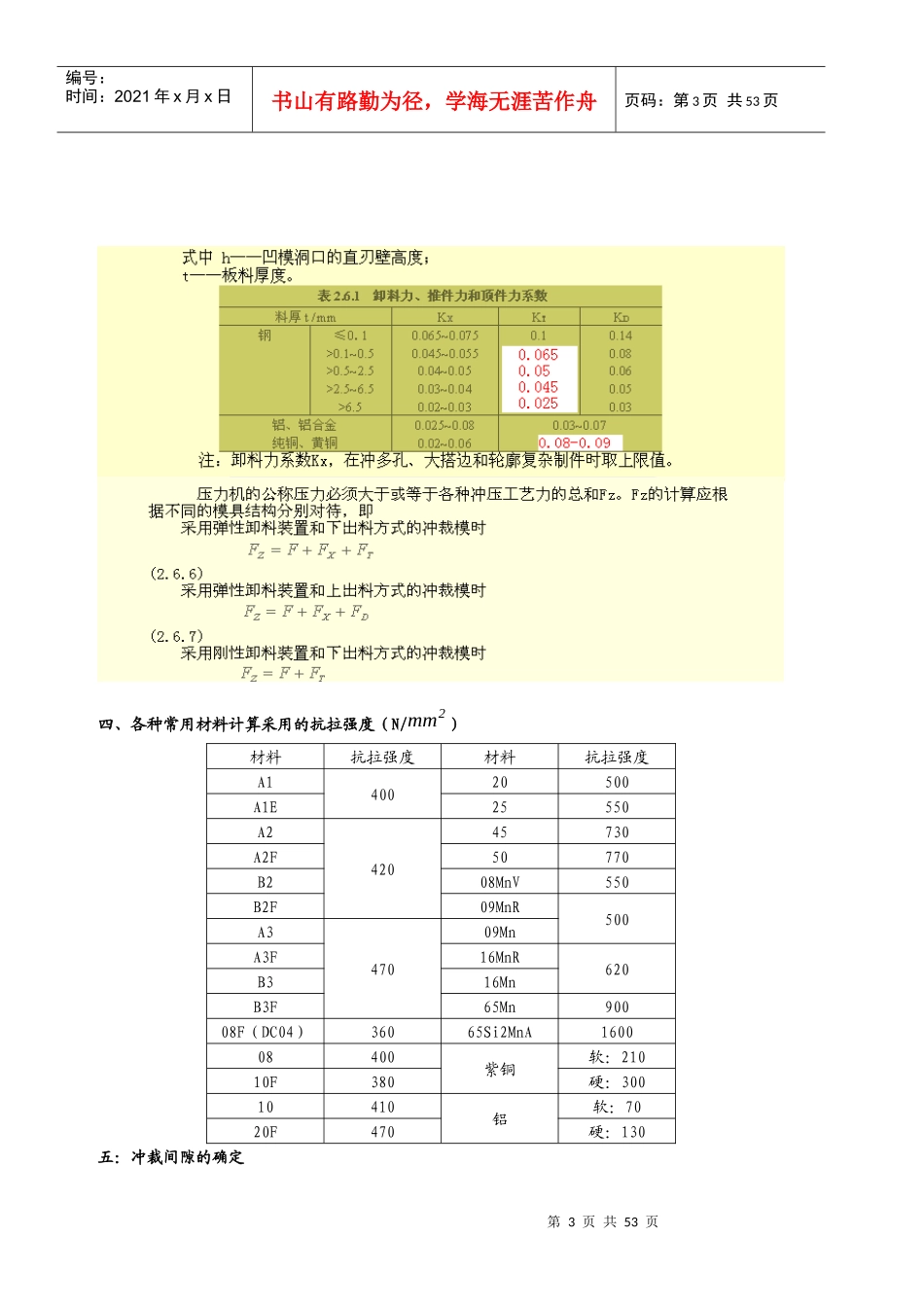
B=D+2a+Δ式中:B—条料宽度的基本尺寸(mm)D—工件在宽度方向的尺寸(mm)Δ--条料的单向(负向)公差(mm)a—侧搭边的最小值(mm)三、冲裁力、退料力、顶件力、总冲压力的计算第2页共53页第1页共53页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共53页第3页共53页第2页共53页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共53页四、各种常用材料计算采用的抗拉强度(N/mm2)材料抗拉强度材料抗拉强度A140020500A1E25550A242045730A2F50770B208MnV550B2F09MnR500A347009MnA3F16MnR620B316MnB3F65Mn90008F(DC04)36065Si2MnA160008400紫铜软:21010F380硬:30010410铝软:7020F470硬:130五:冲裁间隙的确定第4页共53页第3页共53页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共53页1、冲裁间隙的概念冲裁间隙指凸模刃口与凹模刃口之间的间隙
Z=Da—dtZ-冲裁间隙Da-凹模刃口尺寸dt-凸模刃口尺寸Z正常时:上下微裂纹重合
2、冲裁间隙对冲压的影响(1)对断面