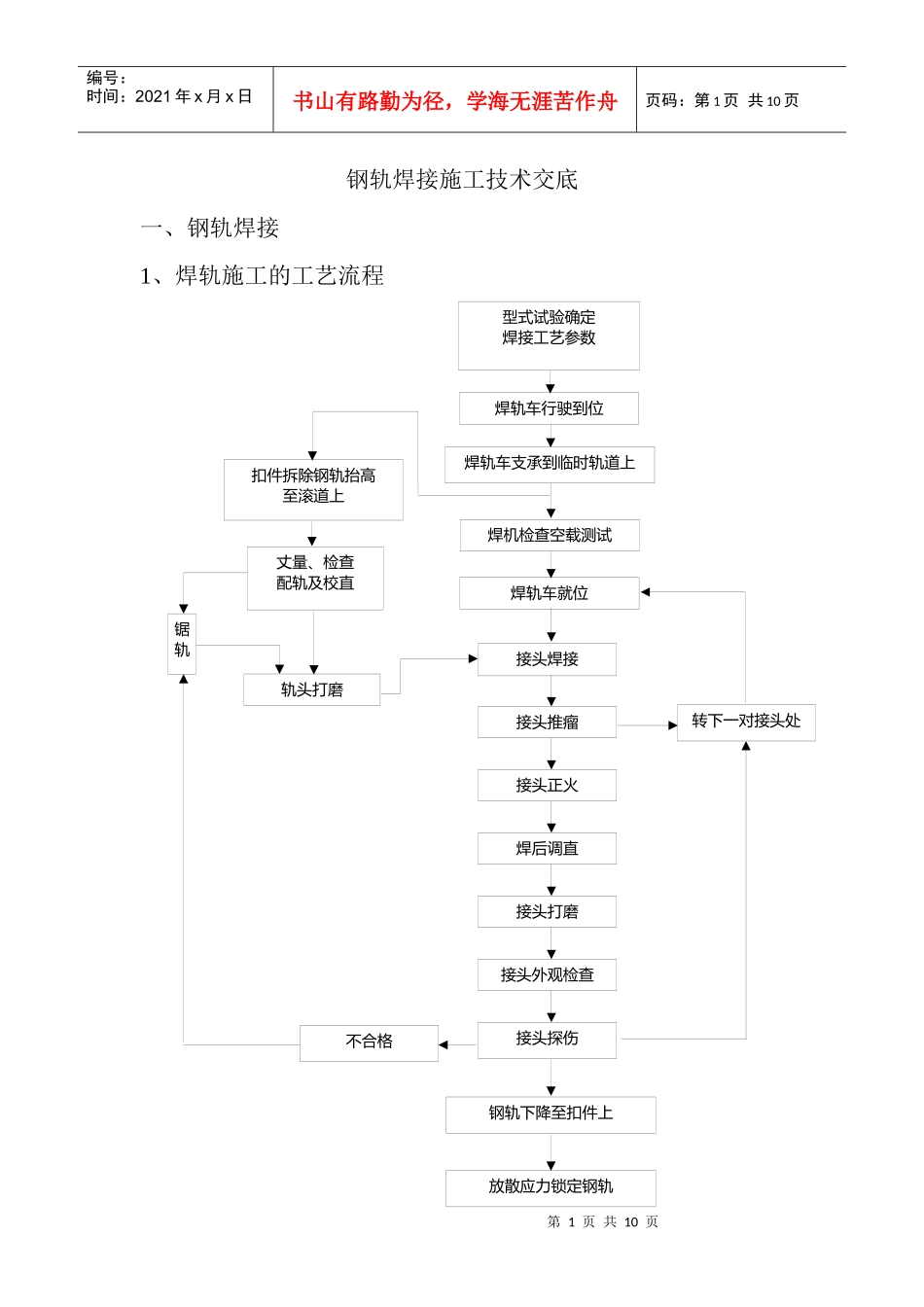
第1页共10页型式试验确定焊接工艺参数丈量、检查配轨及校直接头外观检查接头打磨焊后调直接头正火接头推瘤接头焊接焊轨车就位接头探伤转下一对接头处轨头打磨锯轨焊轨车行驶到位焊轨车支承到临时轨道上不合格扣件拆除钢轨抬高至滚道上焊机检查空载测试钢轨下降至扣件上放散应力锁定钢轨编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共10页钢轨焊接施工技术交底一、钢轨焊接1、焊轨施工的工艺流程第2页共10页第1页共10页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共10页2、型式试验根据规范要求,在下列情况进行型式试验:1)钢轨接头试生产;2)采用新轨型、新钢种及调试工艺参数;3)周期性生产检验结果不合格
型式检验项目包括静弯、落锤、疲劳、探伤、金相、硬度、外观、抗拉、冲击及断口检验
其检验次数按《钢轨焊接接头技术条件》(TB/T1632
2-2005)中表三有关规定执行
本工程采用K922移动式焊轨机焊接钢轨,焊接前进行型式试验,试验用轨在轨道工程铺设用轨中取样
K922焊机的主要焊接工艺参数有:焊接电压(结段Ⅰ、Ⅱ、Ⅲ),焊接时间(结段Ⅰ、Ⅱ、Ⅲ)、加速烧化时间、带电顶锻时间、无电流顶锻时间、烧化量、顶锻量、焊接时油压Ⅰ、加速顶锻油压Ⅱ等主要参数,以及正火温度等辅助焊接参数
(1)落锤试验①试验方法试验用钢轨要求长1
3m,单个接头按规范锤击两次不断为合格
如每组内的5个接头均合格,则视用此焊接工艺及焊接参数对此类型钢轨进行焊接可满足规范要求
②钢轨焊头试件的落锤高度第3页共10页第2页共10页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共10页钢轨焊头试件的落锤高度按下表规定:钢轨类型60kg/m锤头质量(kg)1000接触焊锤击一次5
2m锤击两次3
1m未经焊后热处理2
0m(2)静弯试验落