第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页高速加工中心结构设计的发展和敏捷制造系统一、采用高速加工中心的必要性高速加工中心在机床领域中已经确立了不可动摇的地位,现在没有人怀疑高速加工中心的发展前景
许多机床厂都把高速加工中心作为了自己的主导产品,说明高速加工中心的巿场之广阔
高速加工中心的制造技术也已进入成熟期
用于高速加工中心的新部件和新的机床配套件不断推出,进一步提高了高速加工中心的水平
高速加工中心相比传统加工中心的优势在哪里
或者说我们为什么要发展高速加工中心
可以从下面表1、表2、表3中看出
由于加工中心的速度和加速度不同,移动同样的距离所耗用的时间是不同的
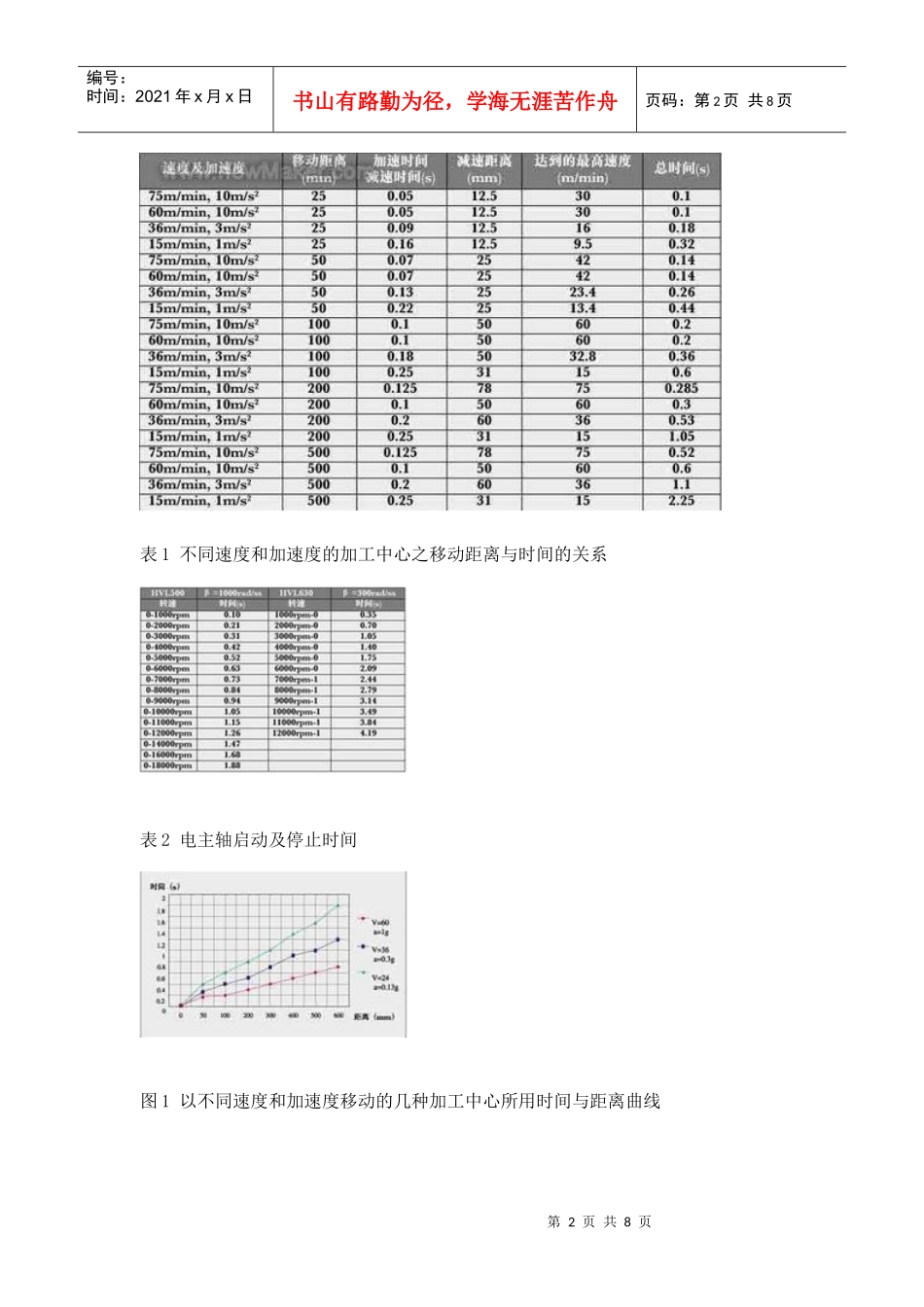
机器润滑现以下述4种具有不同速度和加速度的加工中心为例,将其在移动25mm、50mm、100mm、200mm、500mm时所需时间列于表1,以说明其各自的加工效率
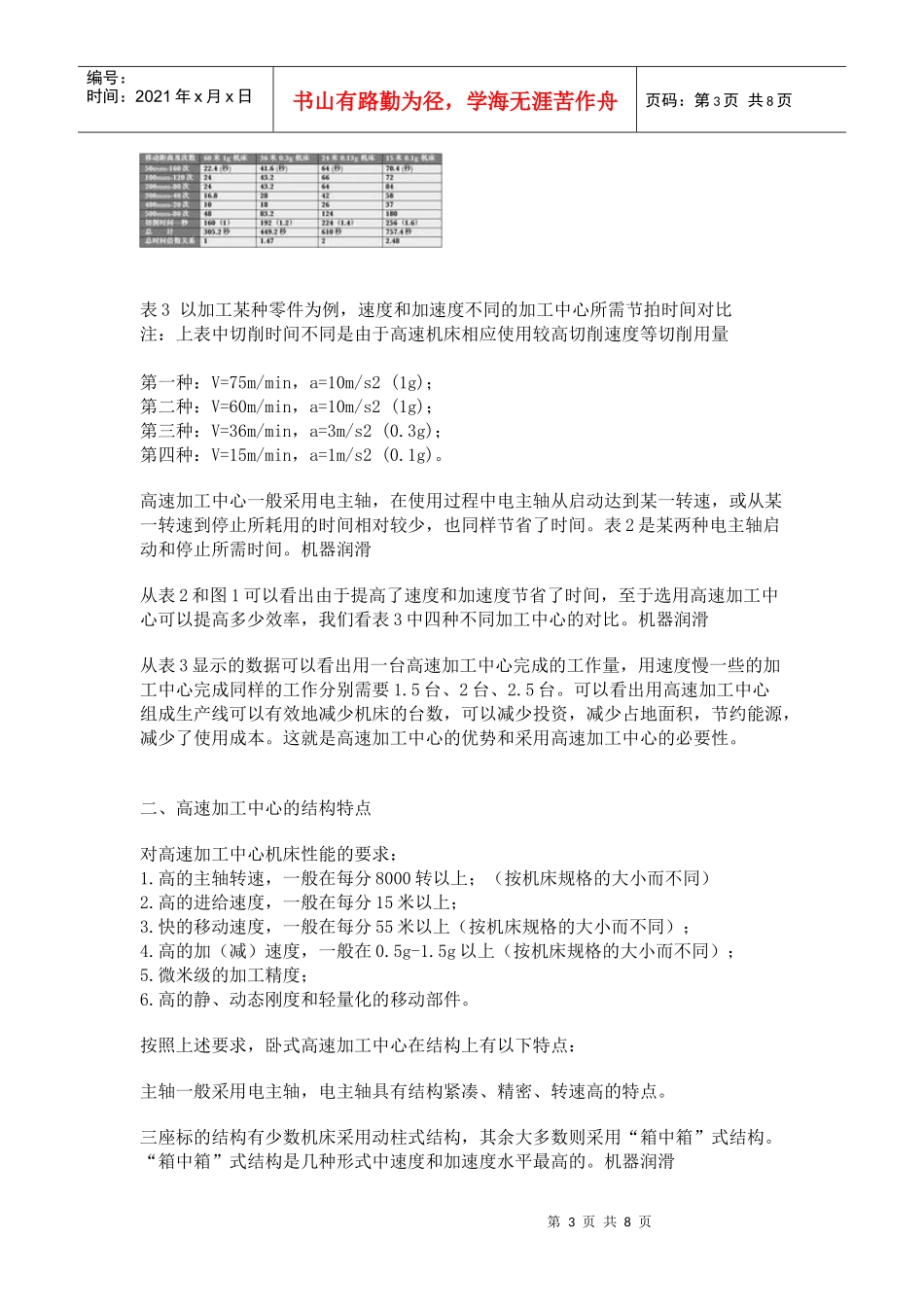
第2页共8页第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共8页表1不同速度和加速度的加工中心之移动距离与时间的关系表2电主轴启动及停止时间图1以不同速度和加速度移动的几种加工中心所用时间与距离曲线第3页共8页第2页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共8页表3以加工某种零件为例,速度和加速度不同的加工中心所需节拍时间对比注:上表中切削时间不同是由于高速机床相应使用较高切削速度等切削用量第一种:V=75m/min,a=10m/s2(1g);第二种:V=60m/min,a=10m/s2(1g);第三种:V=36m/min,a=3m/s2(0
3g);第四种:V=15m/min,a=1m/s2(0
高速加工中心一般采用电主轴,在使用过程中电主轴从启动达到某一转速,或从某一转速到停止所耗用的时间相对较少,也同样节省了时间