一、主轴转速n(r/min)主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)式中,d为刀具直径(mm),V为刀具切削速度(m/min)
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n
表1铣刀的切削速度V(单位:m/min)工件材料铣刀材料碳素钢高速钢超硬高速钢硬质合金碳化钛碳化钨铝合金75~150180~300300~600镁合金180~270150~600硬铝合金45~100120~190黄铜(软)12~2520~25100~180青铜10~2020~4060~130青铜(硬)10~1515~2040~60铸铁(软)10~1215~2018~2575~100铸铁(硬)10~1510~2045~60冷硬铸铁10~1530~60可锻铸铁10~1520~3025~4075~110钢(低碳)10~1418~2820~3045~70钢(中碳)10~1515~2518~2840~60钢(高碳)10~1512~2030~45合金钢35~80合金钢(硬)30~60高速钢12~2545~70二、进给速度Vf(mm/min)Vf=fz×z×n式中n为主轴转速,z为铣刀齿数,fz为每齿进给量(mm/齿)
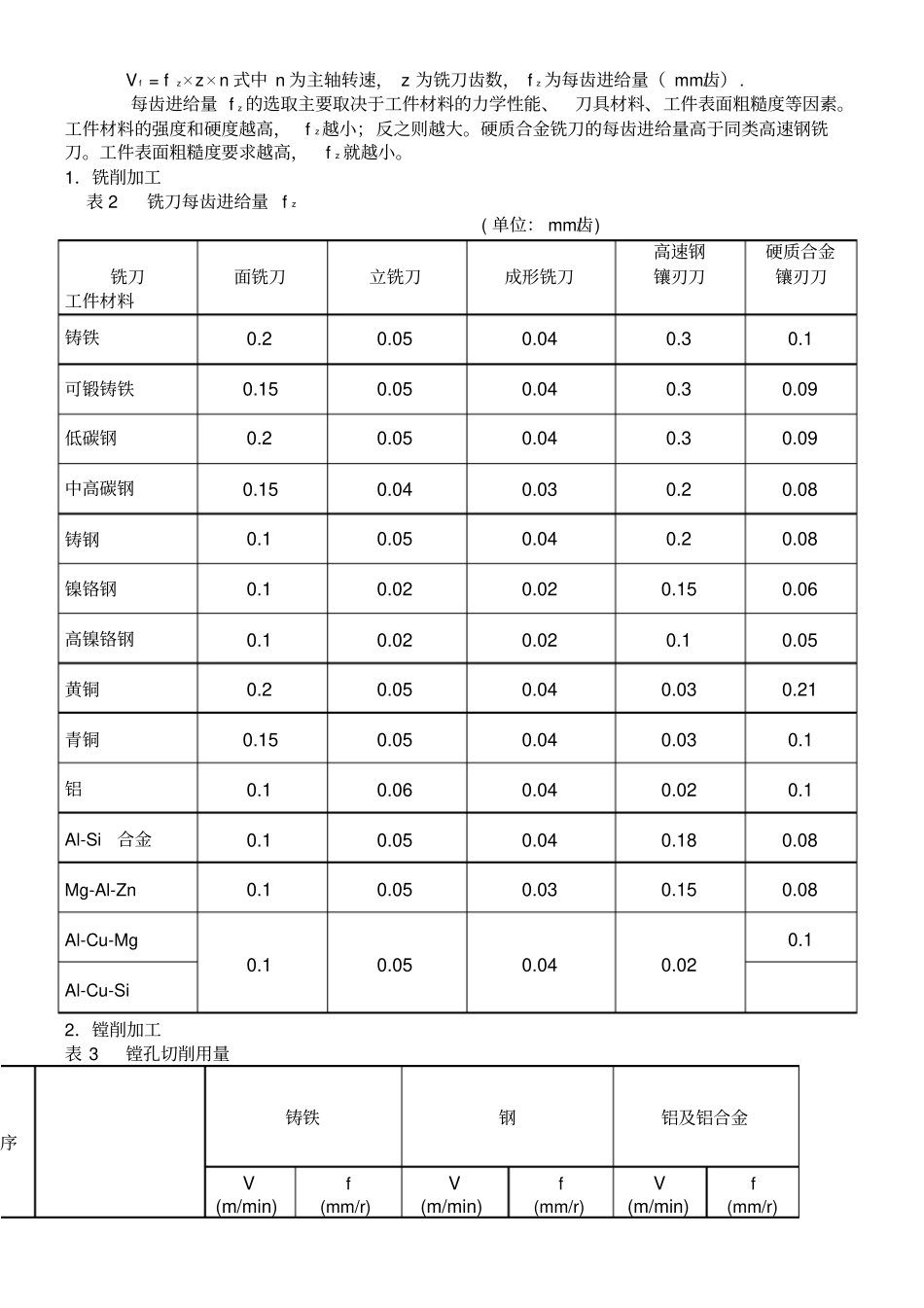
每齿进给量fz的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素
工件材料的强度和硬度越高,fz越小;反之则越大
硬质合金铣刀的每齿进给量高于同类高速钢铣刀
工件表面粗糙度要求越高,fz就越小
1.铣削加工表2铣刀每齿进给量fz(单位:mm/齿)铣刀工件材料面铣刀立铣刀成形铣刀高速钢镶刃刀硬质合金镶刃刀铸铁0
1可锻铸铁0
09低碳钢0
09中高碳钢0
08镍铬钢0