秋风清,秋月明,落叶聚还散,寒鸦栖复惊
目录课程设计的目的一、零件的分析二、零件的工艺分析三、毛坯设计四、选择加工方法,拟定工艺路线五、加工设备及刀具、夹具、量具的选择六、切削用量的选择七、基本时间的确定八、心得九、参考文献课程设计的目的机械加工工艺课程设计是机械类学生在学完了机械制造技术,进行了生产实习之后的一项重要的实践性教学环节
本课程设计主要培养学生综合运用所学的知识来分析处理生产工艺问题的能力,使学生进一步巩固有关理论知识,掌握机械加工工艺规程设计的方法,提高独立工作的能力,为将来从事专业技术工作打好基础
另外,这次课程设计也为以后的毕业设计进行了一次综合训练和准备
通过本次课程设计,应使学生在下述各方面得到锻炼:(1)熟练的运用机械制造基础、机械制造技术和其他有关先修课程中的基本理论,以及在生产实习中所学到的实践知识,正确的分析和解决某一个零件在加工中基准的选择、工艺路线的拟订以及工件的定位、夹紧,工艺尺寸确定等问题,从而保证零件制造的质量、生产率和经济性
(2)通过夹具设计的训练,进一步提高结构设计(包括设计计算、工程制图等方面)的能力
(3)能比较熟练的查阅和使用各种技术资料,如有关国家标准、手册、图册、规范等
(4)在设计过程中培养学生严谨的工作作风和独立工作的能力
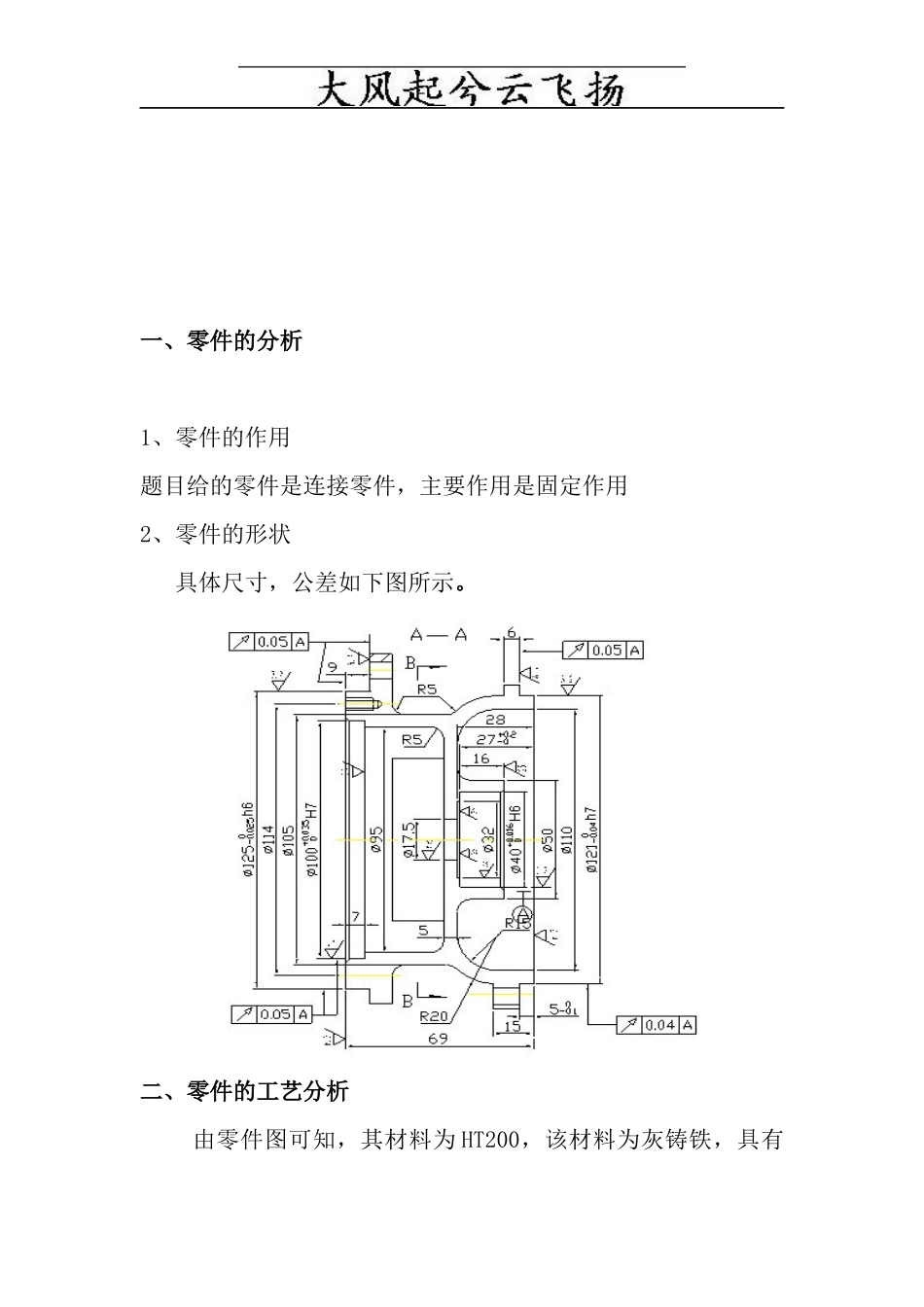
一、零件的分析1、零件的作用题目给的零件是连接零件,主要作用是固定作用2、零件的形状具体尺寸,公差如下图所示
二、零件的工艺分析由零件图可知,其材料为HT200,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力和要求耐磨零件
连接座共有两组加工表面,他们之间有一定的位置要求
现分述如下:1.右端面的加工表面:这一组加工表面包括:右端面;Φ1210-0
04h7的外圆,粗糙度为3
3;外径为Φ50、内径为Φ40+0
016的小凸台,粗糙度为3
2,并带有倒角;Φ3