全功能数控车编程心得(注释:以下的示例程序均以OKUMA的OSP5000系统为依据编写,其他系统可借鉴,大体一样)一、刀具补偿在编程中的运用
一般加工中,我们一把车刀习惯只使用一个X向刀补和一个Z向刀补,所以有的人就认为一把车刀只能有一个刀补
而实际上,只要刀具补偿存储器的容量允许,一把刀可以设定无数个刀补
在编程中如果合理的运用第二刀补、第三刀补………,会节省一些计算,使加工过程中的尺寸控制变的容易
现以外圆加工和槽加工为例说明
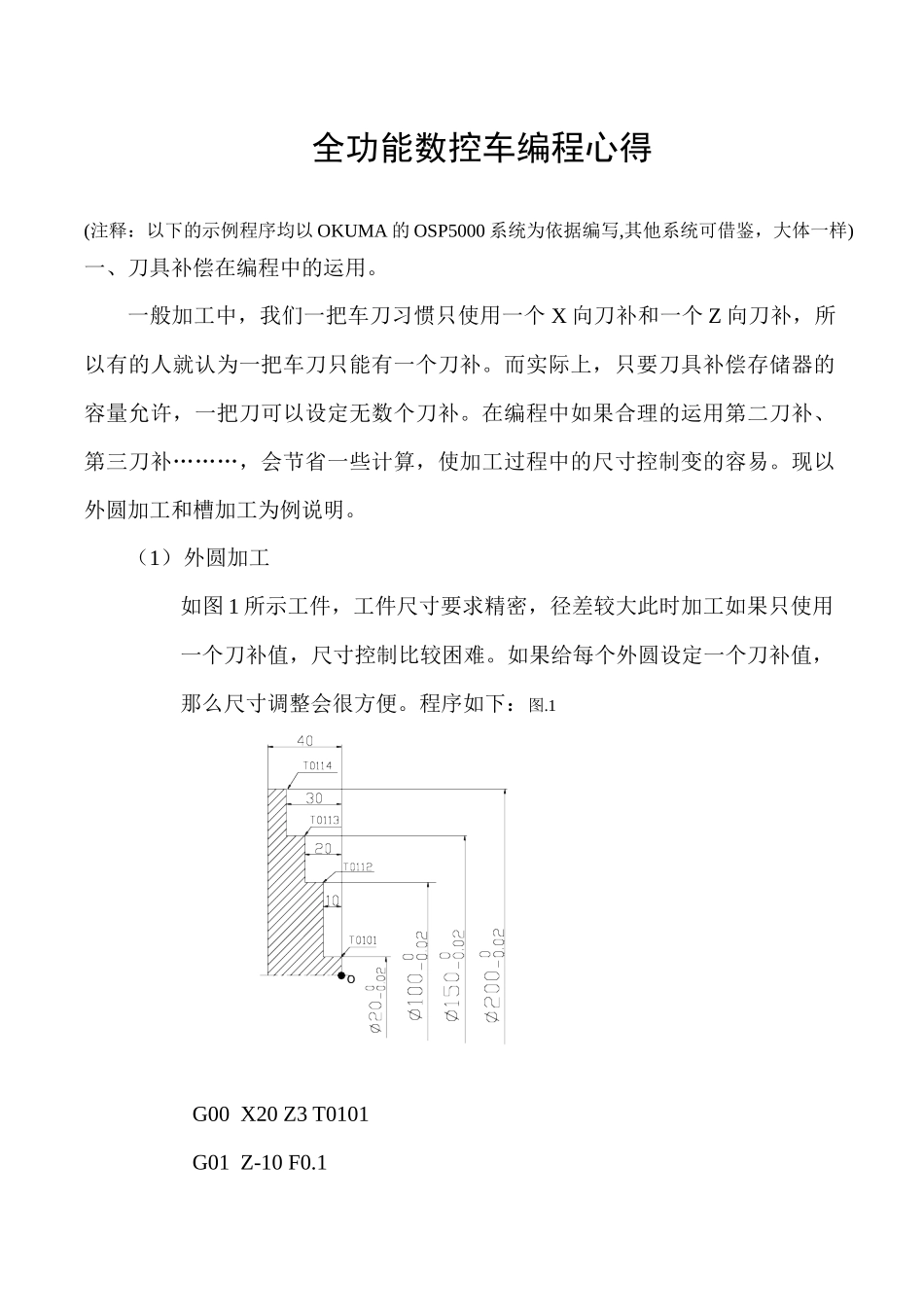
(1)外圆加工如图1所示工件,工件尺寸要求精密,径差较大此时加工如果只使用一个刀补值,尺寸控制比较困难
如果给每个外圆设定一个刀补值,那么尺寸调整会很方便
程序如下:图
1G00X20Z3T0101G01Z-10F0
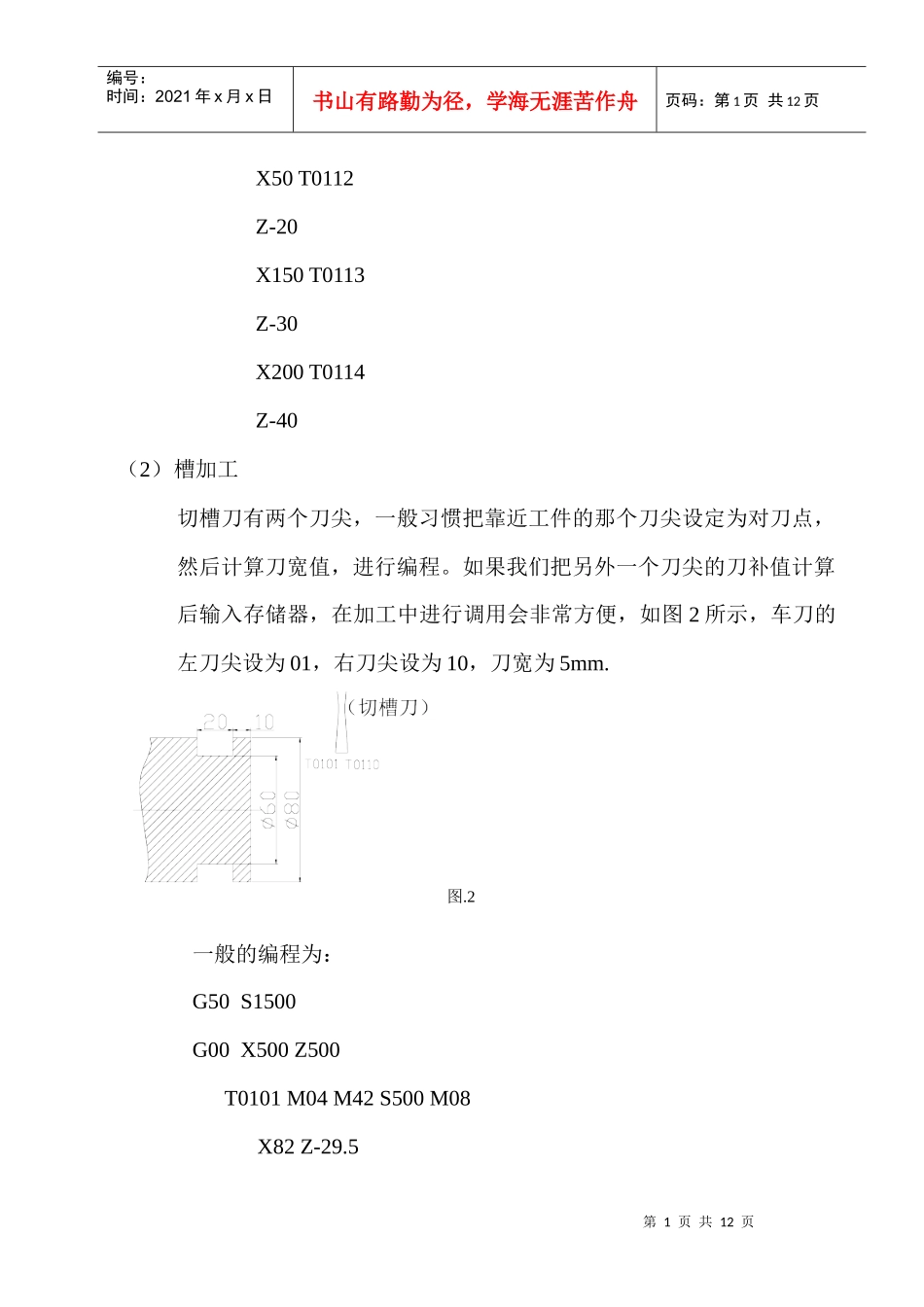
1第1页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共12页X50T0112Z-20X150T0113Z-30X200T0114Z-40(2)槽加工切槽刀有两个刀尖,一般习惯把靠近工件的那个刀尖设定为对刀点,然后计算刀宽值,进行编程
如果我们把另外一个刀尖的刀补值计算后输入存储器,在加工中进行调用会非常方便,如图2所示,车刀的左刀尖设为01,右刀尖设为10,刀宽为5mm
2一般的编程为:G50S1500G00X500Z500T0101M04M42S500M08X82Z-29
5第2页共12页第1页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共12页G73X60
5D1L2K4
08(粗车,槽两侧留0
5余量)G01X82Z-30F0
3S800X60F0
1X62Z-29F0
3G00X82Z-15(计算刀宽)G01X60F0
1Z-30X62Z-29F0
3G00X82Z3M05M09G00X500Z500M02如果设定了第2刀补,则程