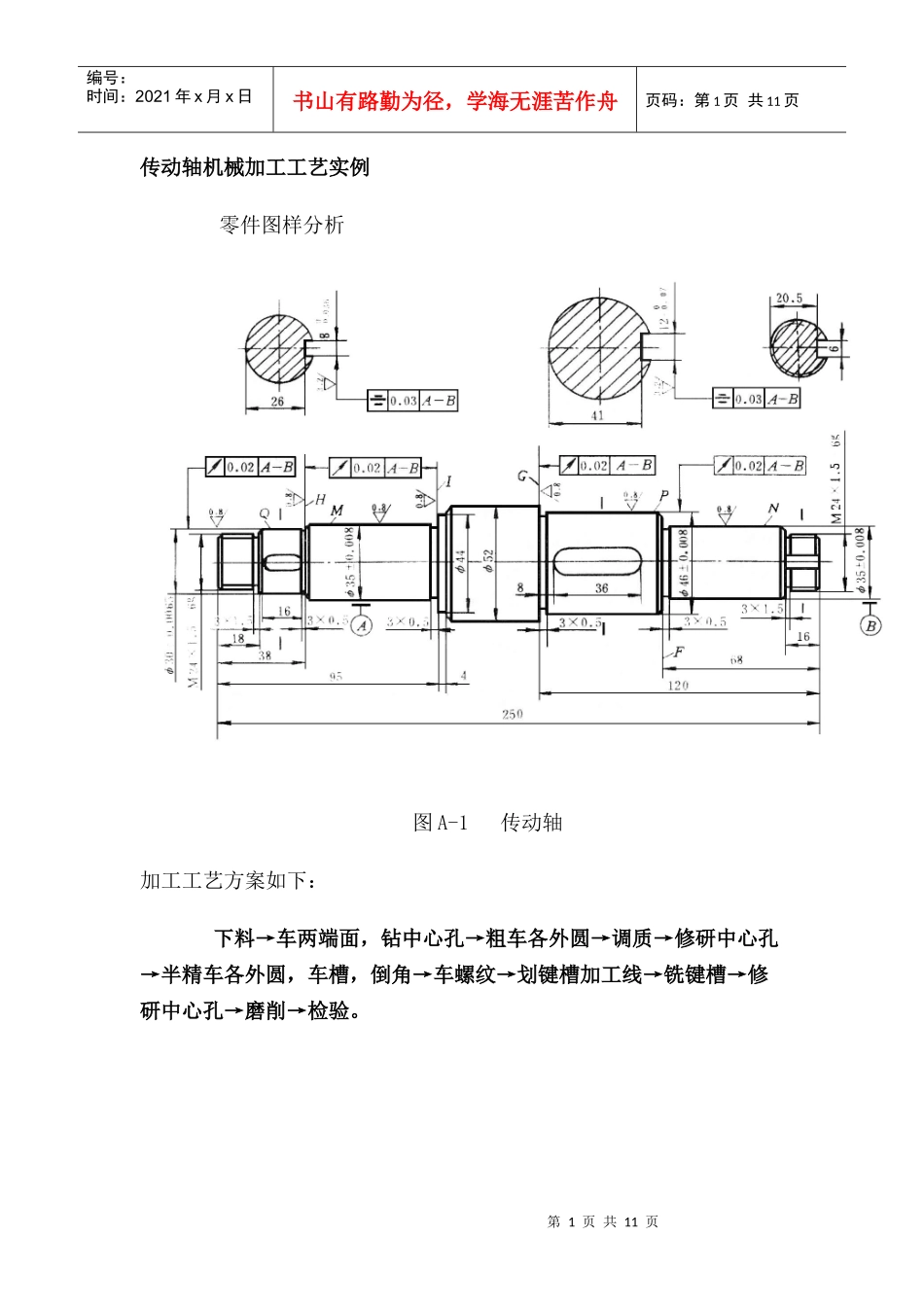
第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共11页传动轴机械加工工艺实例零件图样分析图A-1传动轴加工工艺方案如下:下料→车两端面,钻中心孔→粗车各外圆→调质→修研中心孔→半精车各外圆,车槽,倒角→车螺纹→划键槽加工线→铣键槽→修研中心孔→磨削→检验
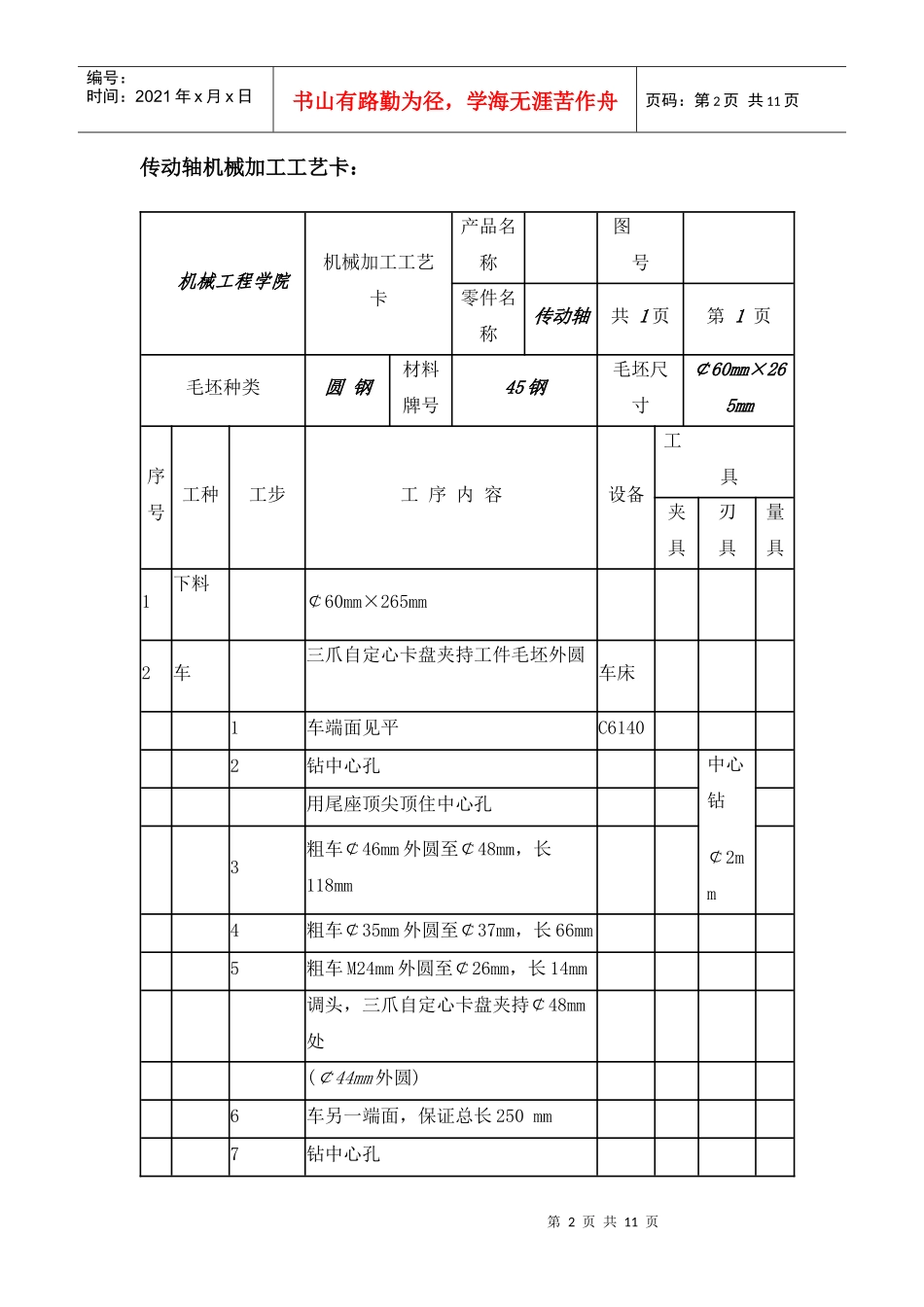
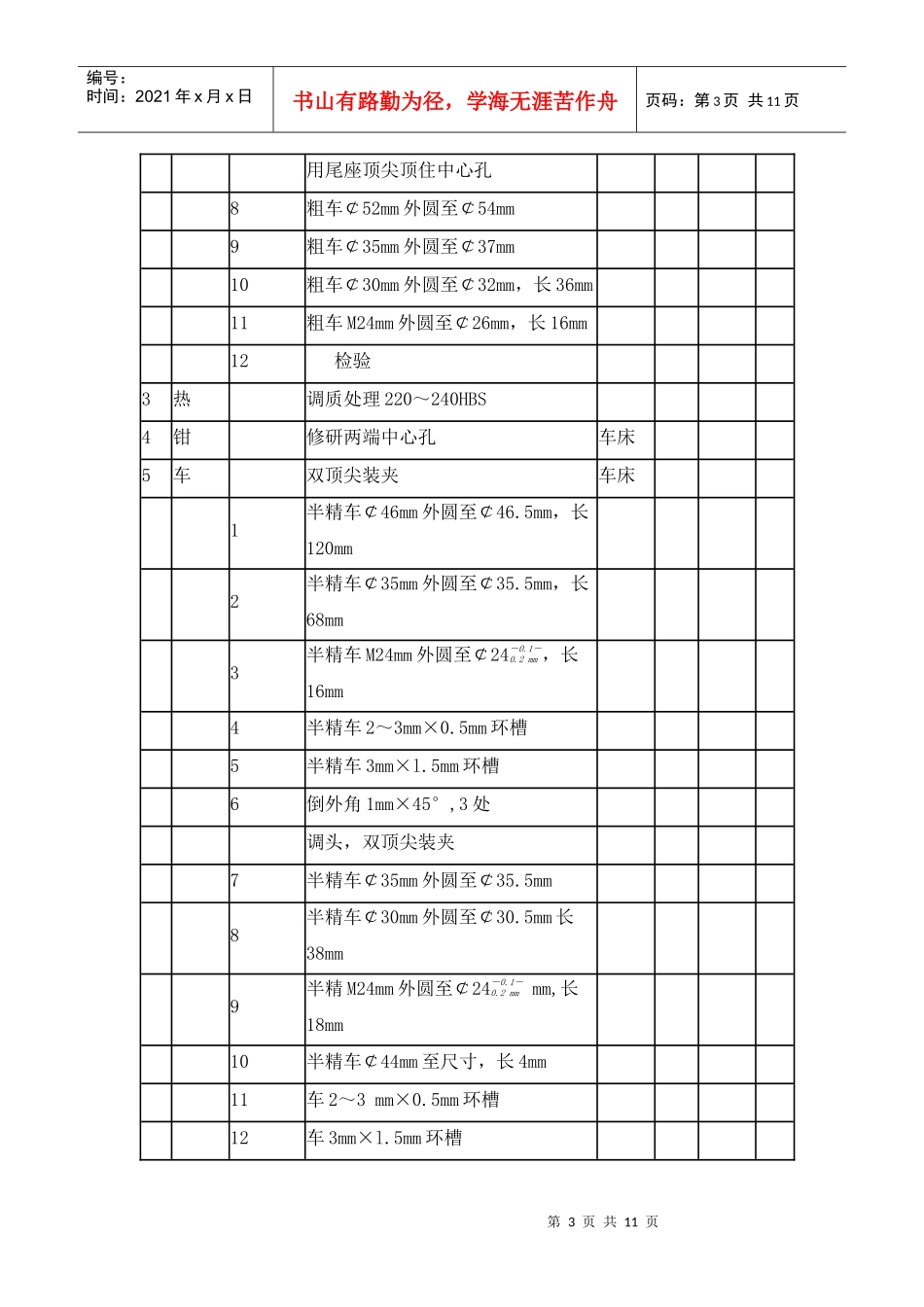
第2页共11页第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共11页传动轴机械加工工艺卡:机械工程学院机械加工工艺卡产品名称图号零件名称传动轴共1页第1页毛坯种类圆钢材料牌号45钢毛坯尺寸¢60mm×265mm序号工种工步工序内容设备工具夹具刃具量具1下料¢60mm×265mm2车三爪自定心卡盘夹持工件毛坯外圆车床1车端面见平C61402钻中心孔中心钻¢2mm用尾座顶尖顶住中心孔3粗车¢46mm外圆至¢48mm,长118mm4粗车¢35mm外圆至¢37mm,长66mm5粗车M24mm外圆至¢26mm,长14mm调头,三爪自定心卡盘夹持¢48mm处(¢44mm外圆)6车另一端面,保证总长250mm7钻中心孔第3页共11页第2页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共11页用尾座顶尖顶住中心孔8粗车¢52mm外圆至¢54mm9粗车¢35mm外圆至¢37mm10粗车¢30mm外圆至¢32mm,长36mm11粗车M24mm外圆至¢26mm,长16mm12检验3热调质处理220~240HBS4钳修研两端中心孔车床5车双顶尖装夹车床1半精车¢46mm外圆至¢46
5mm,长120mm2半精车¢35mm外圆至¢35
5mm,长68mm3半精车M24mm外圆至¢24-0
2mm,长16mm4半精车2~3mm×0
5mm环槽5半精车3mm×l
5mm环槽6倒外角1mm×45°,3处调头,双顶尖装夹7半精车¢35m