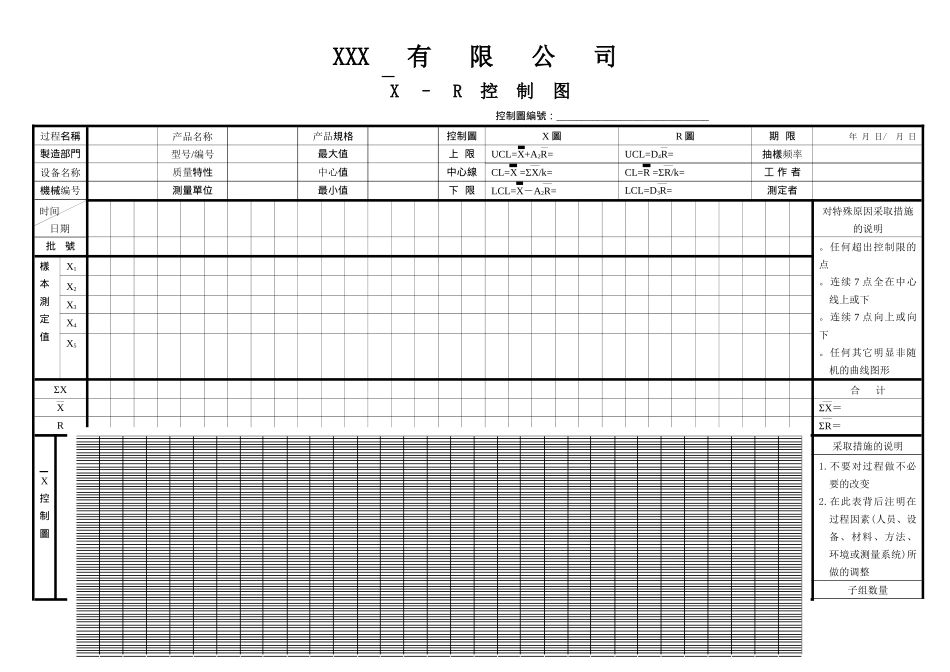
XXX有限公司X–R控制图控制圖編號:______________________________过程名稱产品名称产品規格控制圖X圖R圖期限年月日/月日製造部門型号/编号最大值上限UCL=X+A2R=UCL=D4R=抽樣频率设备名称质量特性中心值中心線CL=X=ΣX/k=CL=R=ΣR/k=工作者機械编号測量單位最小值下限LCL=X―A2R=LCL=D3R=測定者时间日期对特殊原因采取措施的说明批號
任何超出控制限的点
连续7点全在中心线上或下
连续7点向上或向下
任何其它明显非随机的曲线图形樣本測定值X1X2X3X4X5ΣX合计XΣX=RΣR=X控制圖采取措施的说明1
不要对过程做不必要的改变2
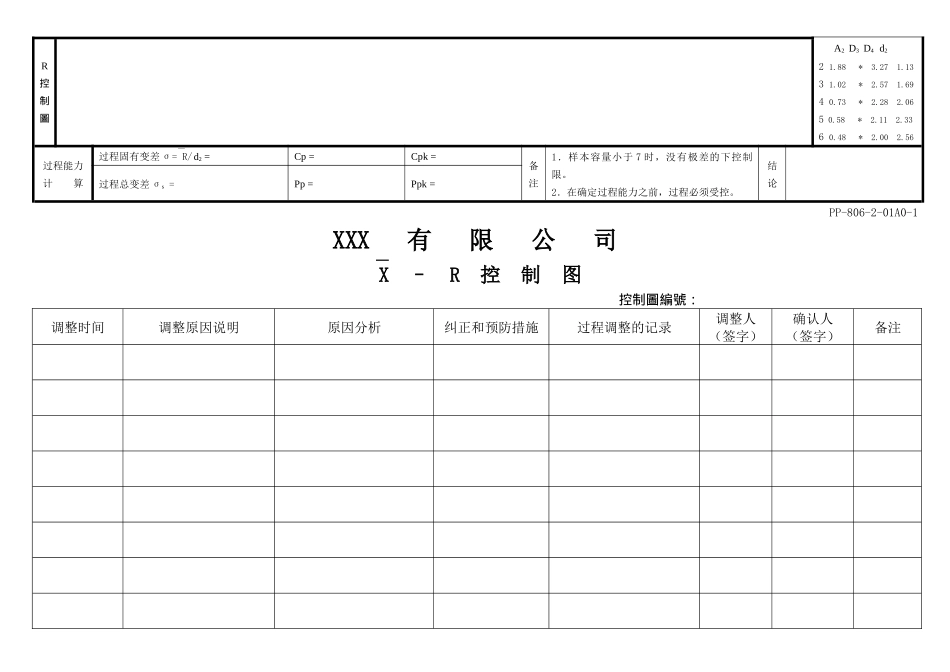
在此表背后注明在过程因素(人员、设备、材料、方法、环境或测量系统)所做的调整子组数量R控制圖A2D3D4d221
56过程能力计算过程固有变差σ=R/d2=Cp=Cpk=备注1.样本容量小于7时,没有极差的下控制限
2.在确定过程能力之前,过程必须受控
结论过程总变差σs=Pp=Ppk=PP-806-2-01A0-1XXX有限公司X–R控制图控制圖編號:调整时间调整原因说明原因分析纠正和预防措施过程调整的记录调整人(签字)确认人(签字)备注备注1.过程调整的记录一般为:如更换工装/模具、设备维修、刀具、夹具、量具等
PP-806-2-01A0-2