作为质量预防方法的系统FMEA应该在产品形成过程的初期阶段得到应用并找出潜在缺陷,以便采取预防措施,避免潜在缺陷的发生
系统FMEA是一种小组工作方法,其目的在于减少开发过程与规划过程中的风险
系统FMEA可以在初期阶段促进各学科、各相关部门之间的合作
此外,系统FMEA记录了企业内各专家的知识
3FMEA方法的发展从表面上看,过去在使用FMEA时存在一些缺点:·实施设计FMEA时,只考虑各构件的缺陷,而没有系统地考虑所有构件之间的功能关系
·实施过程FMEA时,只考虑单个过程潜在的缺陷,没有系统地分析整个生产过程
·实施FMEA时只使用FMEA表格,没有关于功能与缺陷功能之间关系的系统的描述
因此,有必要把此方法进一步发展为产品系统FMEA和过程系统FMEA
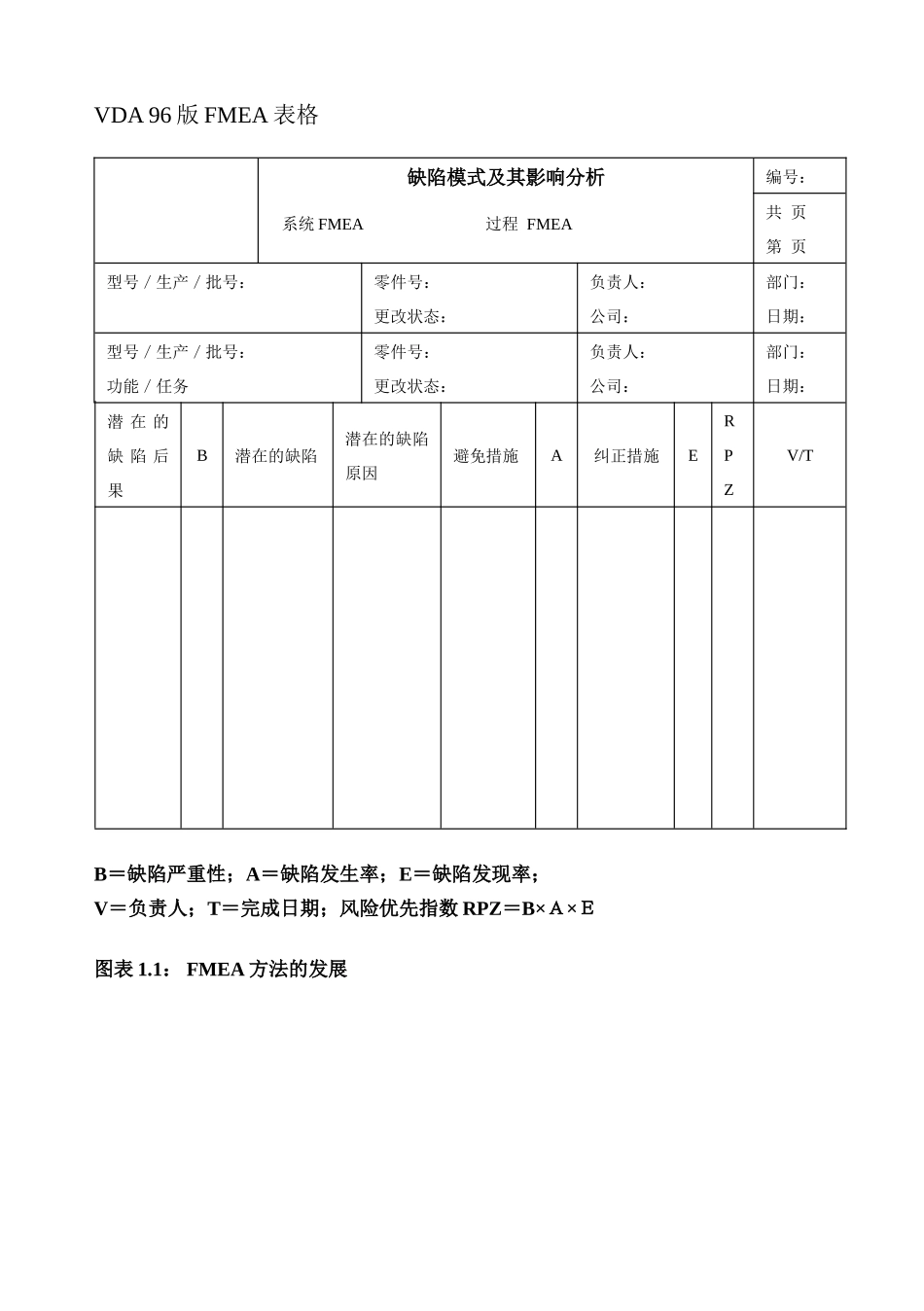
VDA86版FMEA表格缺陷模式及影响分析第页共页型号/生产/批号:零件号:更改状态:负责人:公司:部门:日期:构件/特性潜在的缺陷潜在的后杲潜在的缺陷原因V/PABERPZ改进状态V/TABERPZ进入关于所分析系统结构的系统FMEA阶段VDA96版FMEA表格缺陷模式及其影响分析系统FMEA过程FMEA编号:共页第页型号/生产/批号:零件号:更改状态:负责人:公司:部门:日期:型号/生产/批号:功能/任务零件号:更改状态:负责人:公司:部门:日期:潜在的缺陷后果B潜在的缺陷潜在的缺陷原因避免措施A纠正措施ERPZV/TB=缺陷严重性;A=缺陷发生率;E=缺陷发现率;V=负责人;T=完成日期;风险优先指数RPZ=B×A×E图表1
1:FMEA方法的发展2产品过程的系统FMEA的基础下列章节描述了系统FMEA的基本方法2
1系统FMEA的定义在为产品和过程实施系统FMEA时,必须在设计FMEA与过程FMEA中增加下列步骤:·把要研究的系统结构化,把它分成系统元素,并说明这些元素间的功能关系;·从已描述的功能中导出