生产线配置与柔性生产张志敏生产线配置首先是生产线平衡问题,生产线平衡问题研究如何安排生产线工位,即需要设置多少个工位和每个工位的作业内容是什么
“平衡”的意义体现在每个工位的工作量相当
生产线平衡的目的是尽量使每个工位都处于繁忙状态,完成最多的操作量,闲置时间最少,以求生产线效率最优
时下,为快速适应市场需求的变化,生产方式的灵活性和可变性正越来越受到企业的重视
柔性生产的思想正是为了快速适应市场需求的变化而产生的
柔性生产是指企业通过变革生产方式,以快速对应市场需求变化的一系列方法
柔性生产是关于生产方式的一种理念,而不是一门技术,没有一种普遍适用的柔性生产方式
实现柔性生产需要的是不断改善的意识,并没有什么必须要掌握的关于柔性生产的技术
同样具有柔性生产理念的企业,实现柔性生产的方式却并不一定相同
第一节生产线平衡一、三个基本概念(一)生产节拍生产节拍是相邻两个产品通过生产线尾端的时间间隔,即每隔多长时间有一件产品从生产线流出
生产节拍的计算公式是:每天的生产时间生产节拍(C)=每天的计划产量(二)基本作业单元基本作业单元是生产线上不能再分解的动作,如果再分解,就产生多余动作
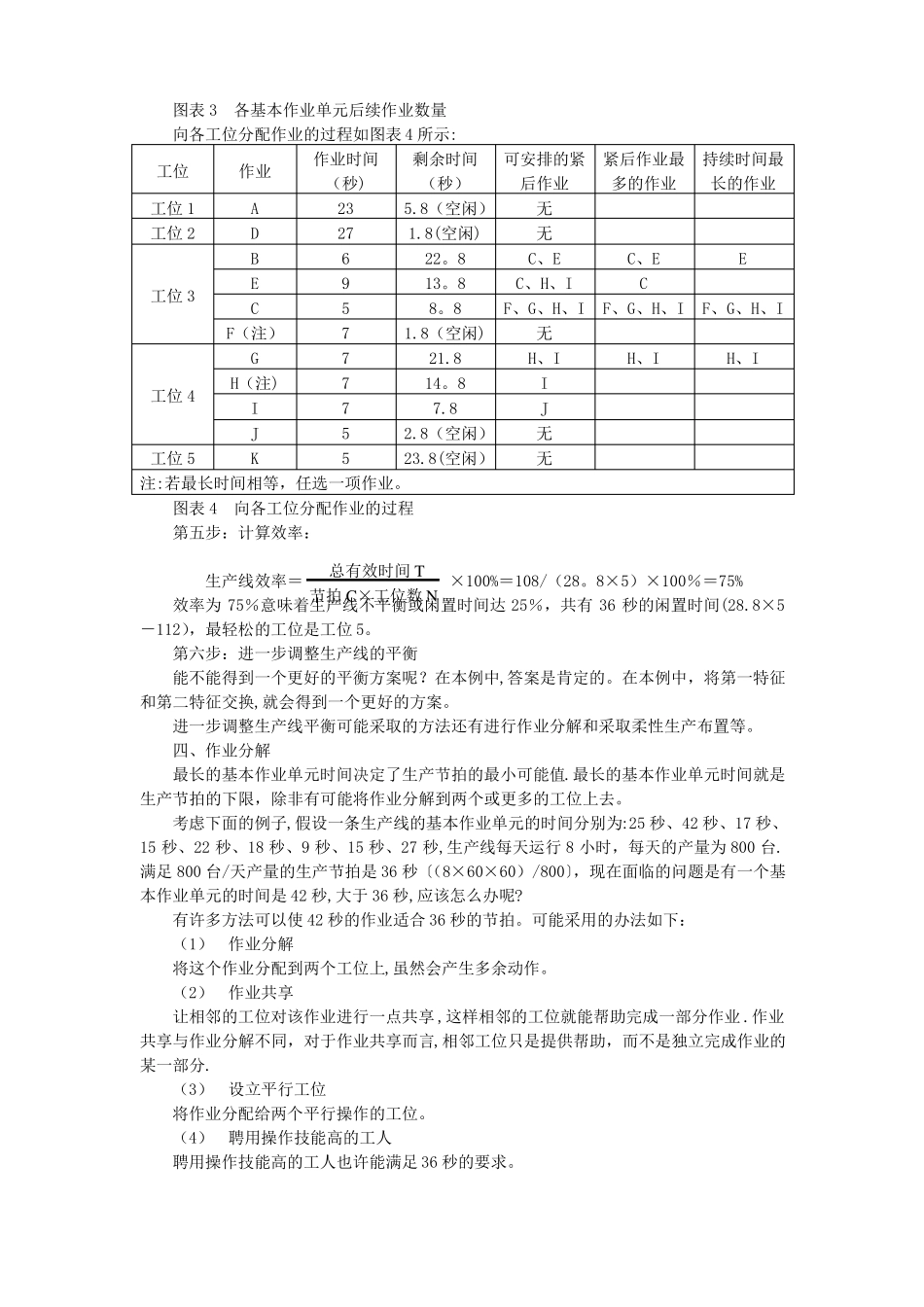
(三)生产线效率生产线效率是衡量生产线平衡优劣的指标,为总有效时间占总付出时间的百分比,闲置时间越少生产线效率越高
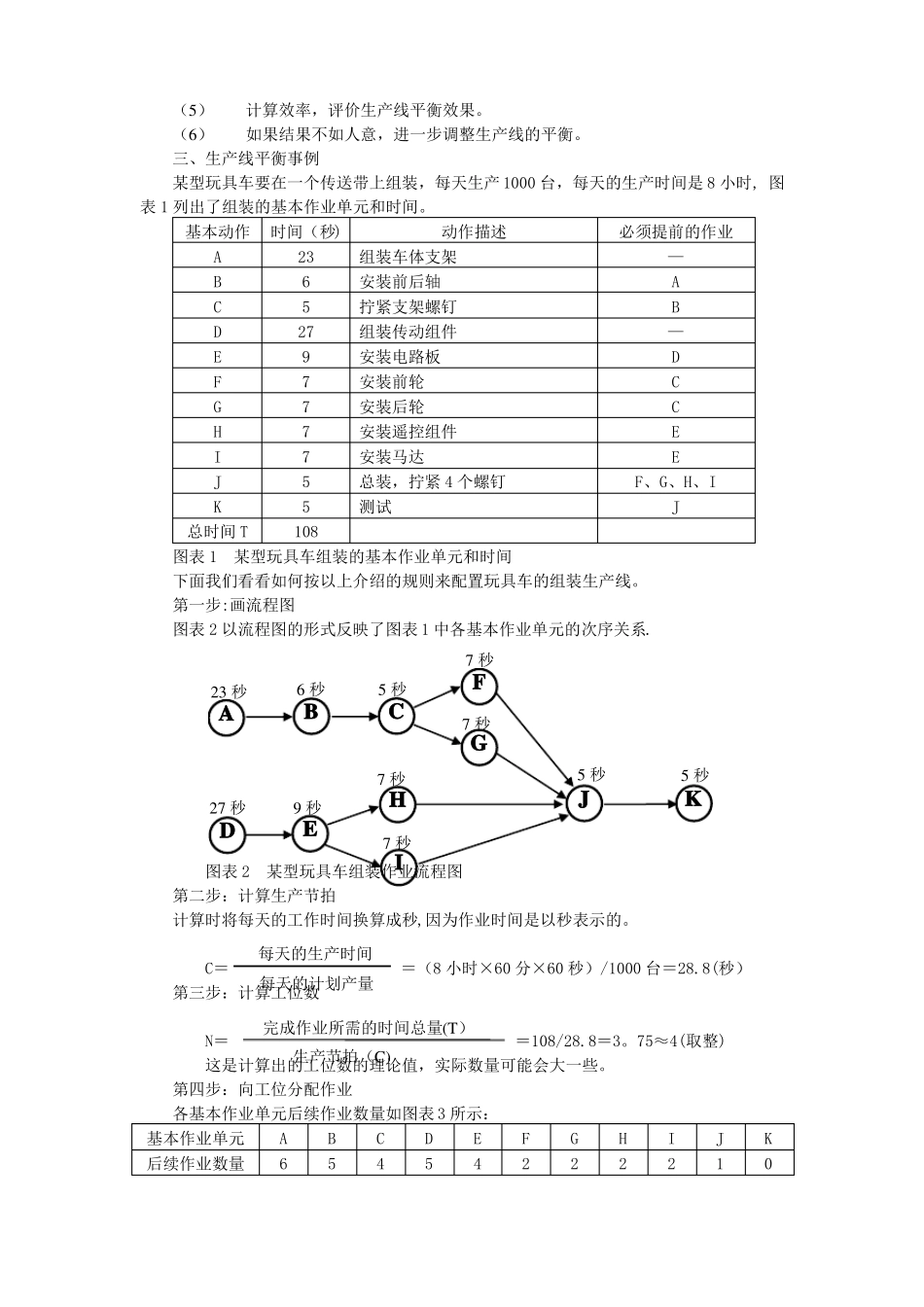
生产线效率的计算公式如下:总有效时间T生产线效率=×100%节拍二、生产线平衡步骤C×工位数N生产线平衡的步骤如下:(1)用一个流程图表示出基本动作的先后关系
流程图由圆圈和箭头组成,圆圈代表一个基本作业单元,箭头表示作业顺序
(2)计算生产节拍(C)(3)用下面的公式计算出所需要的工位数(N)
完成作业所需的时间总量(T)N=生产节拍(C)结果取不小于计算值的最小整数
计算出的工位数为理论上满足要求的最少工位数
(4)向第一个工位分配基本作业单元,一次一项,逐项增加,直到完成作业的