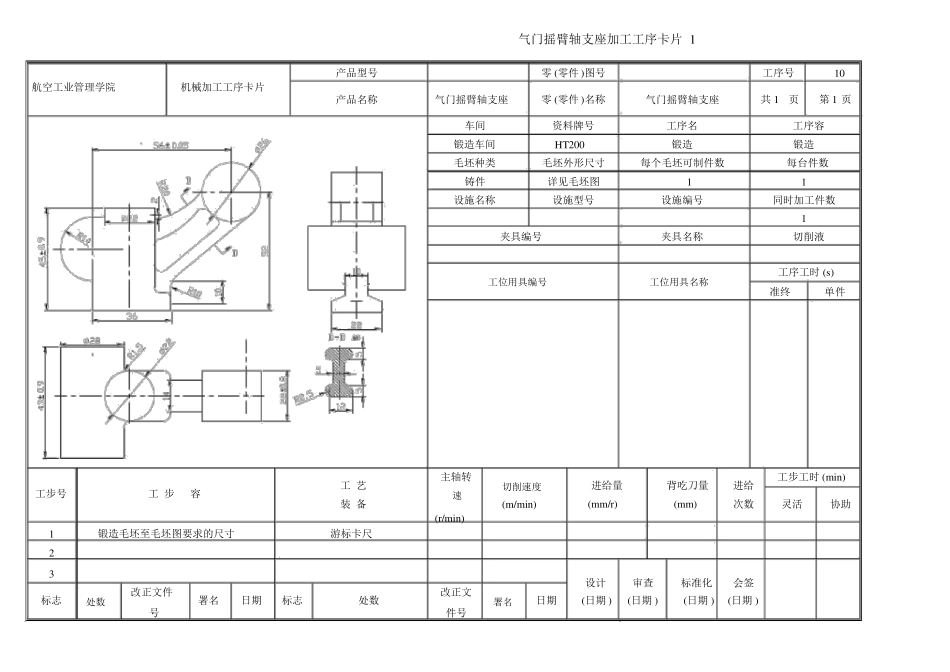
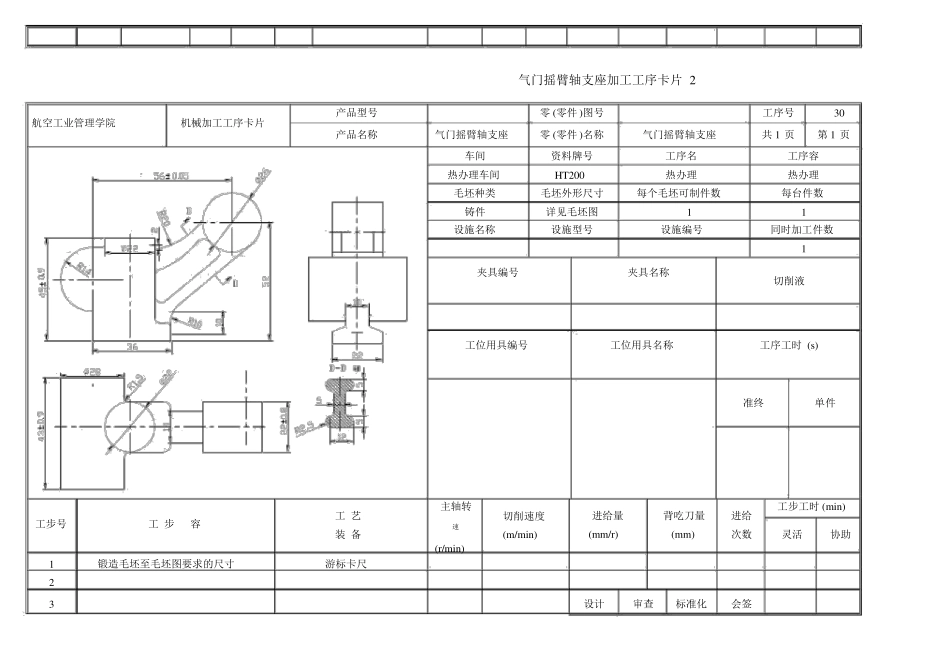
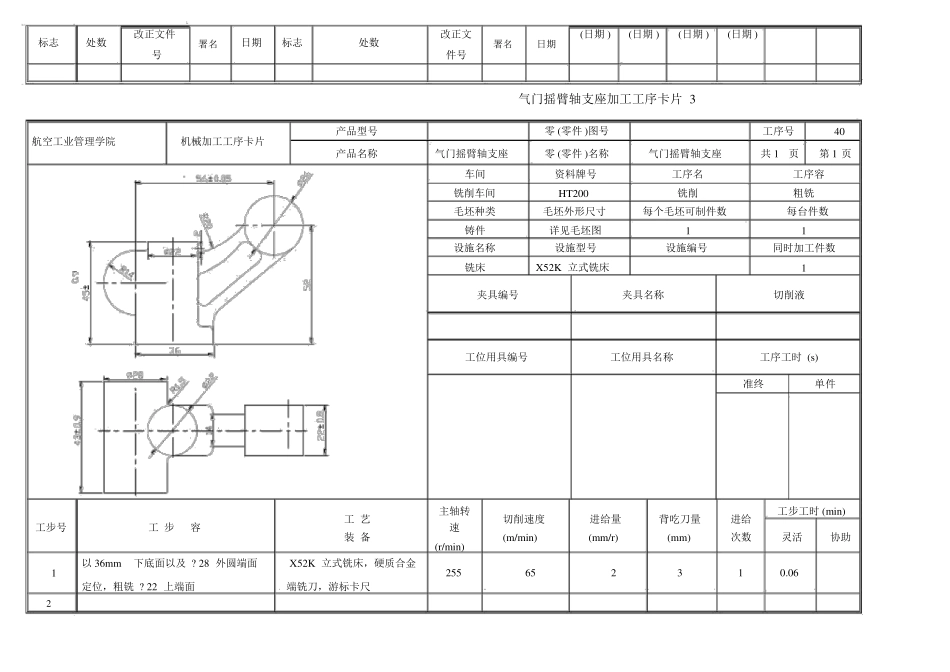
气门摇臂轴支座加工工序卡片1产品型号机械加工工序卡片产品名称零(零件)图号气门摇臂轴支座车间锻造车间毛坯种类铸件设施名称零(零件)名称资料牌号HT200毛坯外形尺寸详见毛坯图设施型号工序号气门摇臂轴支座工序名锻造每个毛坯可制件数1设施编号10航空工业管理学院共1页第1页工序容锻造每台件数11同时加工件数夹具编号夹具名称切削液工序工时(s)准终单件工位用具编号工位用具名称工步号工步容工艺装备游标卡尺主轴转速切削速度进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)(m/min)灵活协助(r/min)123锻造毛坯至毛坯图要求的尺寸标志处数改正文件号署名日期标志处数改正文件号设计日期(日期)审查(日期)标准化(日期)会签(日期)署名气门摇臂轴支座加工工序卡片2航空工业管理学院机械加工工序卡片产品型号产品名称零(零件)图号气门摇臂轴支座车间热办理车间毛坯种类铸件设施名称零(零件)名称资料牌号HT200毛坯外形尺寸详见毛坯图设施型号工序号气门摇臂轴支座工序名热办理每个毛坯可制件数1设施编号共1页30第1页工序容热办理每台件数11同时加工件数夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工步号工步容工艺主轴转速切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)装备游标卡尺灵活协助(r/min)123锻造毛坯至毛坯图要求的尺寸设计审查标准化会签标志处数改正文件号署名日期标志处数改正文件号署名日期(日期)(日期)(日期)(日期)气门摇臂轴支座加工工序卡片3航空工业管理学院机械加工工序卡片产品型号产品名称零(零件)图号气门摇臂轴支座车间铣削车间毛坯种类铸件设施名称铣床夹具编号工序号40零(零件)名称资料牌号HT200毛坯外形尺寸详见毛坯图设施型号X52K立式铣床气门摇臂轴支座工序名铣削每个毛坯可制件数1设施编号共1页第1页工序