钢箱梁现场定位、焊接及油漆补涂施工一、钢箱梁定位连接节段吊装就位后用连接耳板临时固定,马板布置在腹板处,特殊情况另选马板布置点需在箱体内部作加强处理,用马板调节主板(底板、腹板、顶板)的错边量在规定范围内后用气体保护焊进行定位焊接
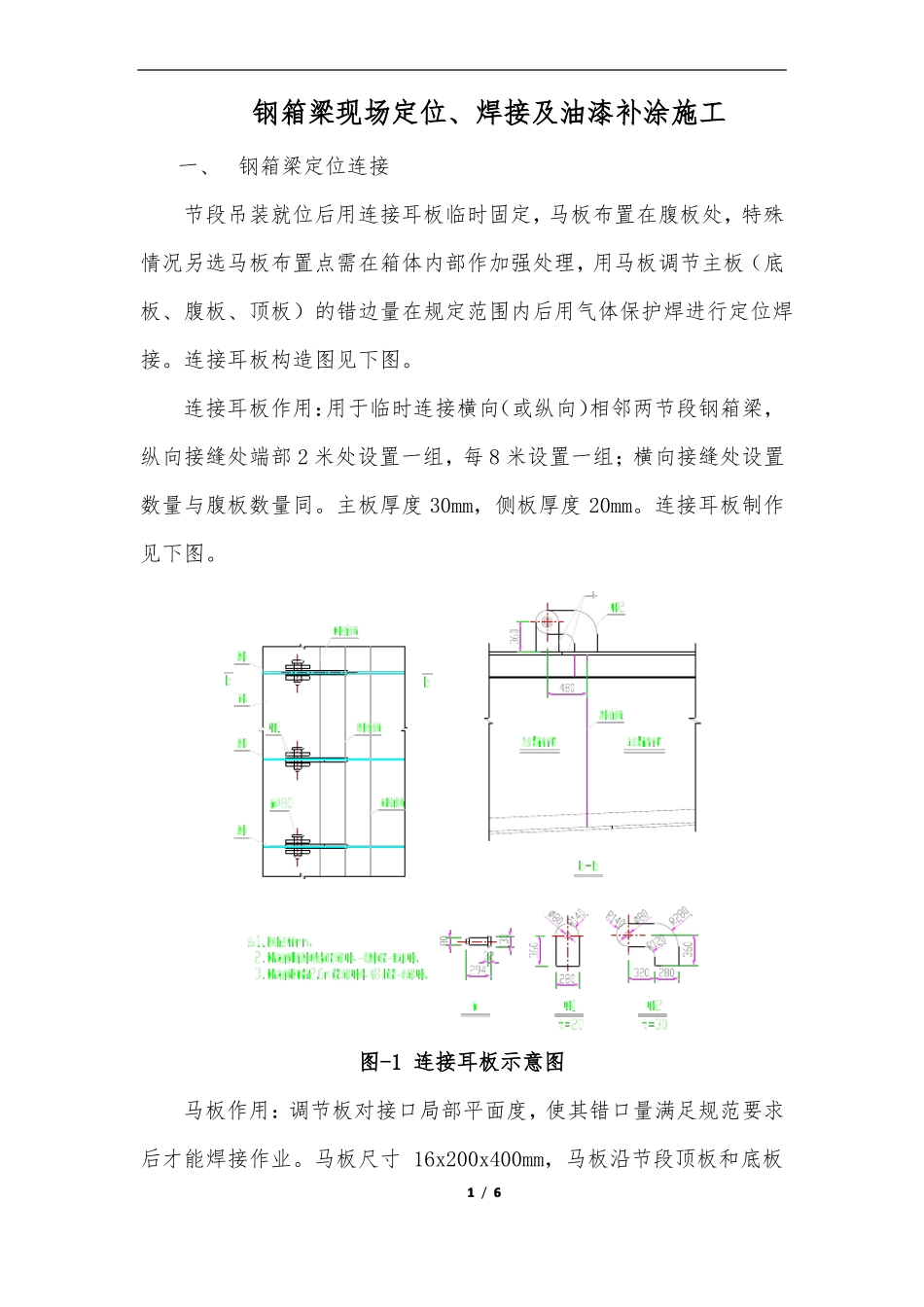
连接耳板构造图见下图
连接耳板作用:用于临时连接横向(或纵向)相邻两节段钢箱梁,纵向接缝处端部2米处设置一组,每8米设置一组;横向接缝处设置数量与腹板数量同
主板厚度30mm,侧板厚度20mm
连接耳板制作见下图
图-1连接耳板示意图马板作用:调节板对接口局部平面度,使其错口量满足规范要求后才能焊接作业
马板尺寸16x200x400mm,马板沿节段顶板和底板1/6对接口布置,马板间距400mm,马板板面与对接焊口垂直布置
二、钢箱梁焊接钢箱梁节段间纵向接口和横向接口均采用全焊缝连接
(1)工地施焊严格按照“焊接工艺评定”执行,工地焊接均采用CO2气体保护焊,其焊接工艺参数见表-1
表-1C02气体保护焊工艺参数表焊丝(mm)φ1
2电流(A)220-240260-310200-220电压(V)24-2730-3324-26焊丝伸出长度(mm)3025-3015-20气体流焊速量(m/min)(L/min)606060400350400焊接层次首层填充盖面(2)焊缝两侧经除锈后24h内,必须进行焊接,以防接头再次生锈或被污染
否则应重新除锈,方可施焊
首道焊接或焊接间隔超过2小时,当空气湿度大于80%时,用天然气对焊缝周围进行加热除湿,雨天不施焊
(3)焊接顺序:先焊腹板加劲板与腹板的贴角焊缝,再焊底板T肋与底板的角焊缝,然后焊腹板加劲、底板T肋的对接焊缝,最后焊接腹板、底板、顶板的对接焊缝
(4)在钢箱内施焊时,操作者要佩戴通氧气的防护面罩,必须配备通风防护安全设施,以免焊接时产生的CO2影响焊工安全
(5)为减少因焊接而产生的附