船舶轴系校中工艺1范围本工艺规定了船舶轴系校中通用工艺的安装前准备、人员、工艺要求、工艺过程和检验,适用于船舶轴系的校中和安装
2安装前准备2
1熟悉了解并掌握主机、轴系及其安装的所有设计图纸、产品安装使用说明书等技术文件
2到仓库领取配套设备必须检查其完整性,并核对产品铭牌、规格、型号
3检查设备的外观是否有碰擦伤、油漆剥落、锈蚀及杂物污染等
4检查所有管口、螺纹接头等的防锈封堵状态
5对检查完毕的配套设备必须有相应的保洁、防潮、防擦伤等安全措施
6对基座、垫块、调整垫片等零部件必须按图纸等有关文件进行核对
3人员安装人员应具备专业知识并经过相关培训、考核合格后方可上岗,同时要熟悉本工艺要求,并严格遵守工艺纪律和现场安全操作规程
4工艺要求4
1主机吊装和初步定位应符合设计图纸要求
2轴系校中连接法兰镗孔应符合设计图纸要求
3轴系校中、连接、负荷测量符合图纸和《轴系校中计算书》要求
4主机曲柄差和轴承间隙符合主机制造厂要求
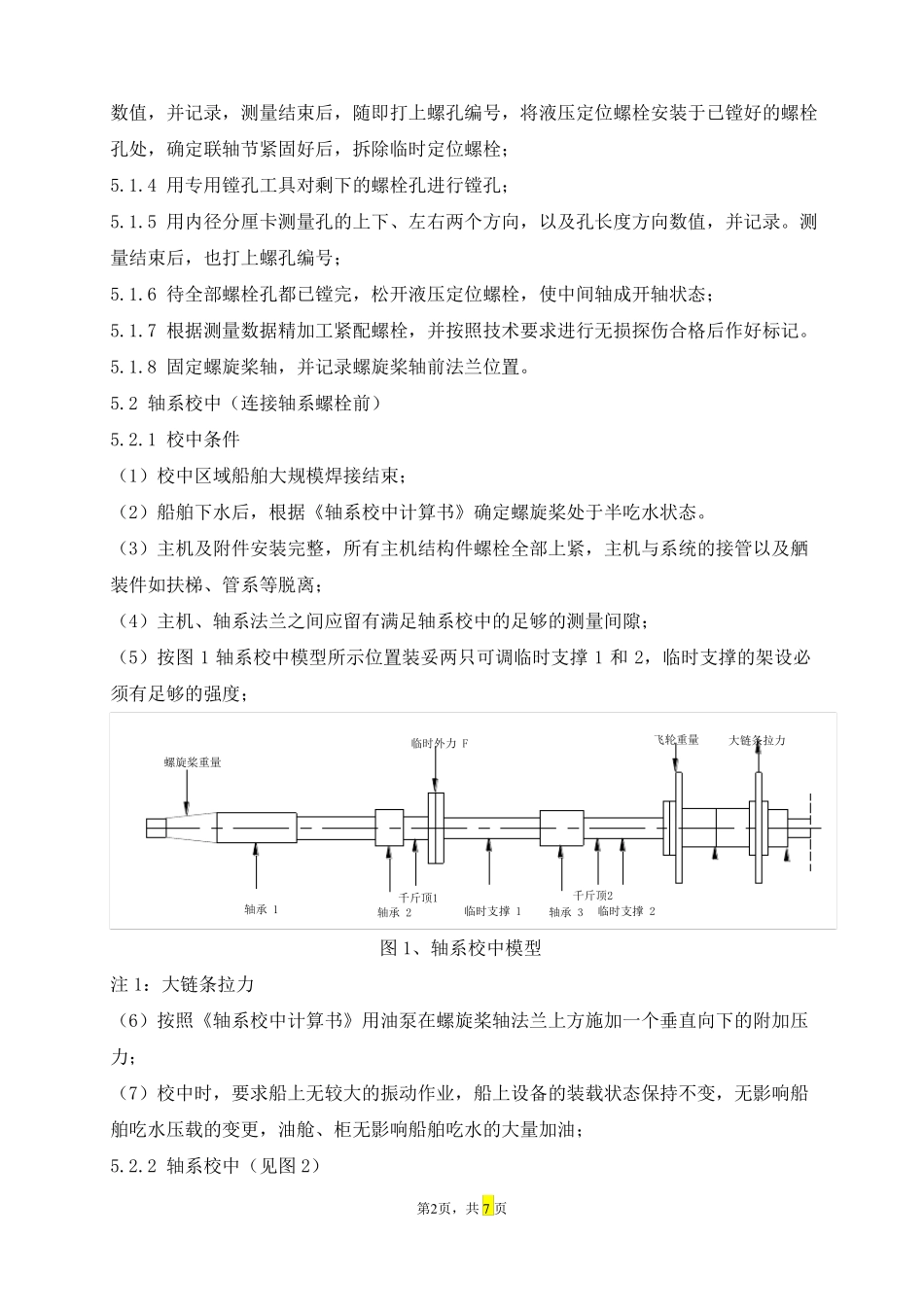
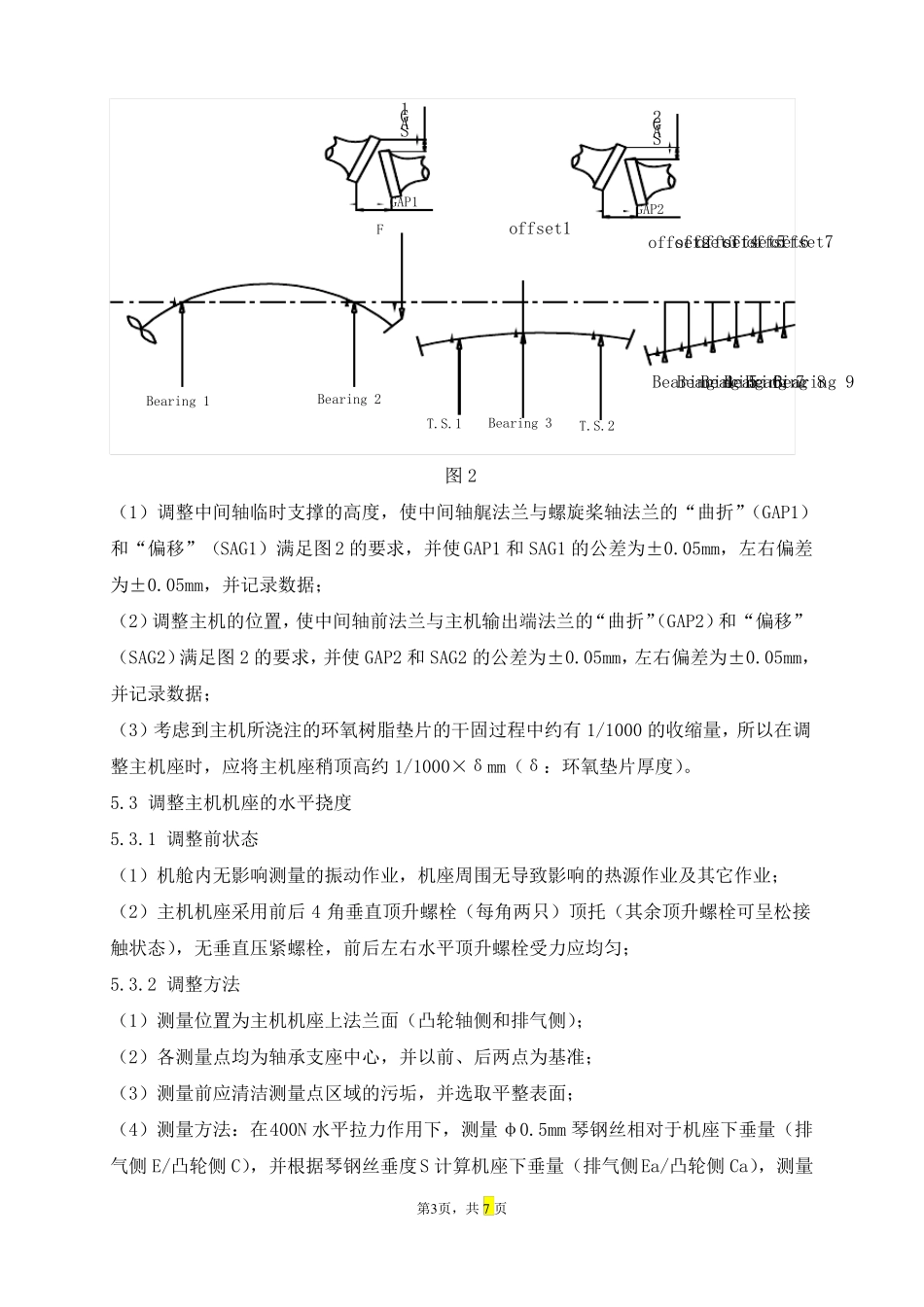
5工艺过程5
1主机输出端和中间轴法兰螺栓孔镗孔5
1法兰校中中间轴前法兰与主机输出端轴法兰镗孔前,应用临时螺栓(交错)将两法兰连接,调整两个法兰外圆同轴度,要求两法兰偏移量不大于0
03mm,平面贴合值为“0”,为确保镗削余量,两法兰的螺孔应尽量成“内切圆”状态;5
2用专用镗孔工具采用分两批方法进行加工,先交叉镗削其余几个螺栓孔,螺栓孔应顺锥度,加工要求按相应的图纸执行;5
3第一批镗孔结束后,用内径分厘卡测量孔的上下、左右两个方向以及孔长度方向第1页,共7页数值,并记录,测量结束后,随即打上螺孔编号,将液压定位螺栓安装于已镗好的螺栓孔处,确定联轴节紧固好后,拆除临时定位螺栓;5
4用专用镗孔工具对剩下的螺栓孔进行镗孔;5
5用内径分厘卡测量孔的上下、左右两个方向,以及孔长度方向数值,并记录