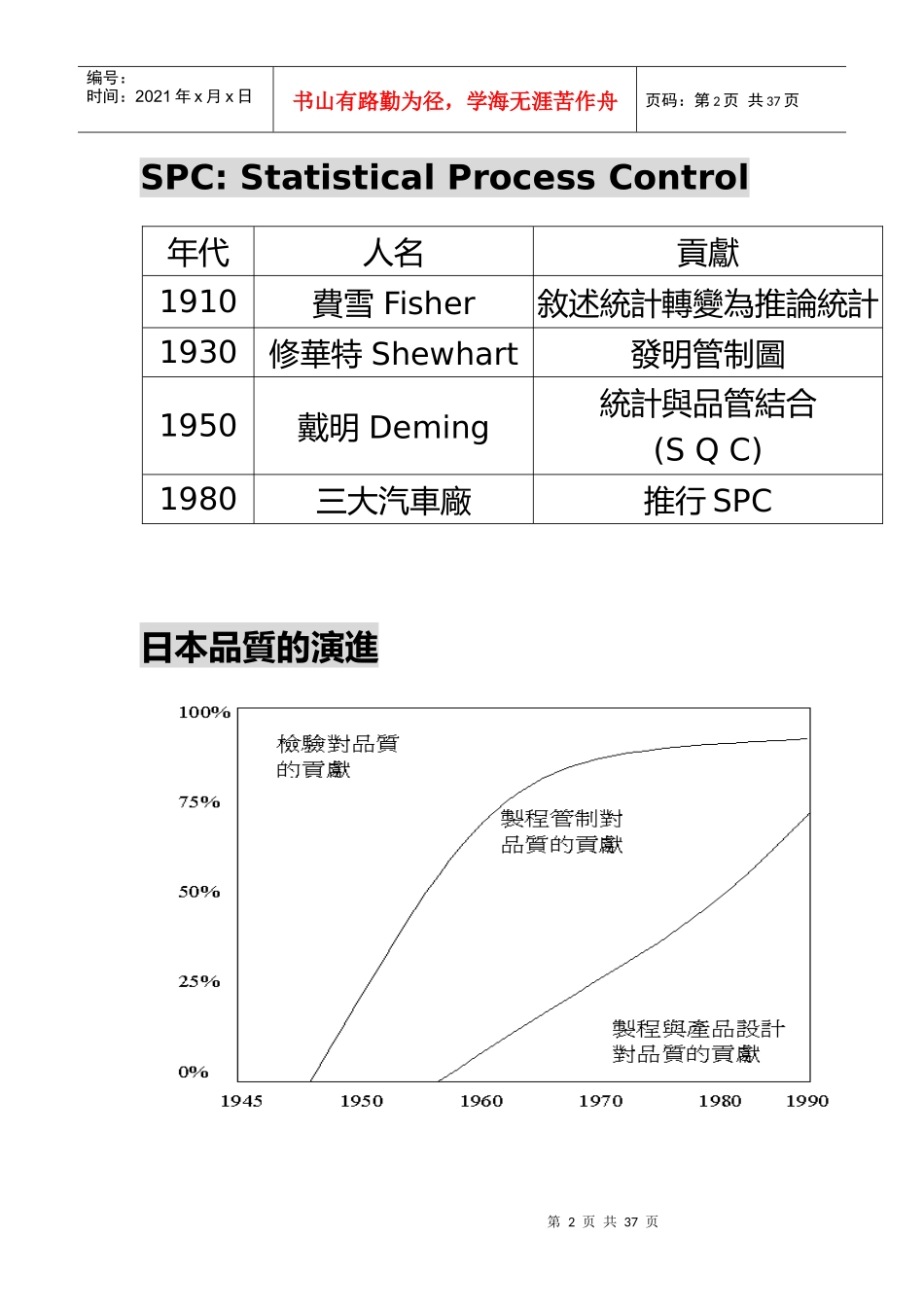
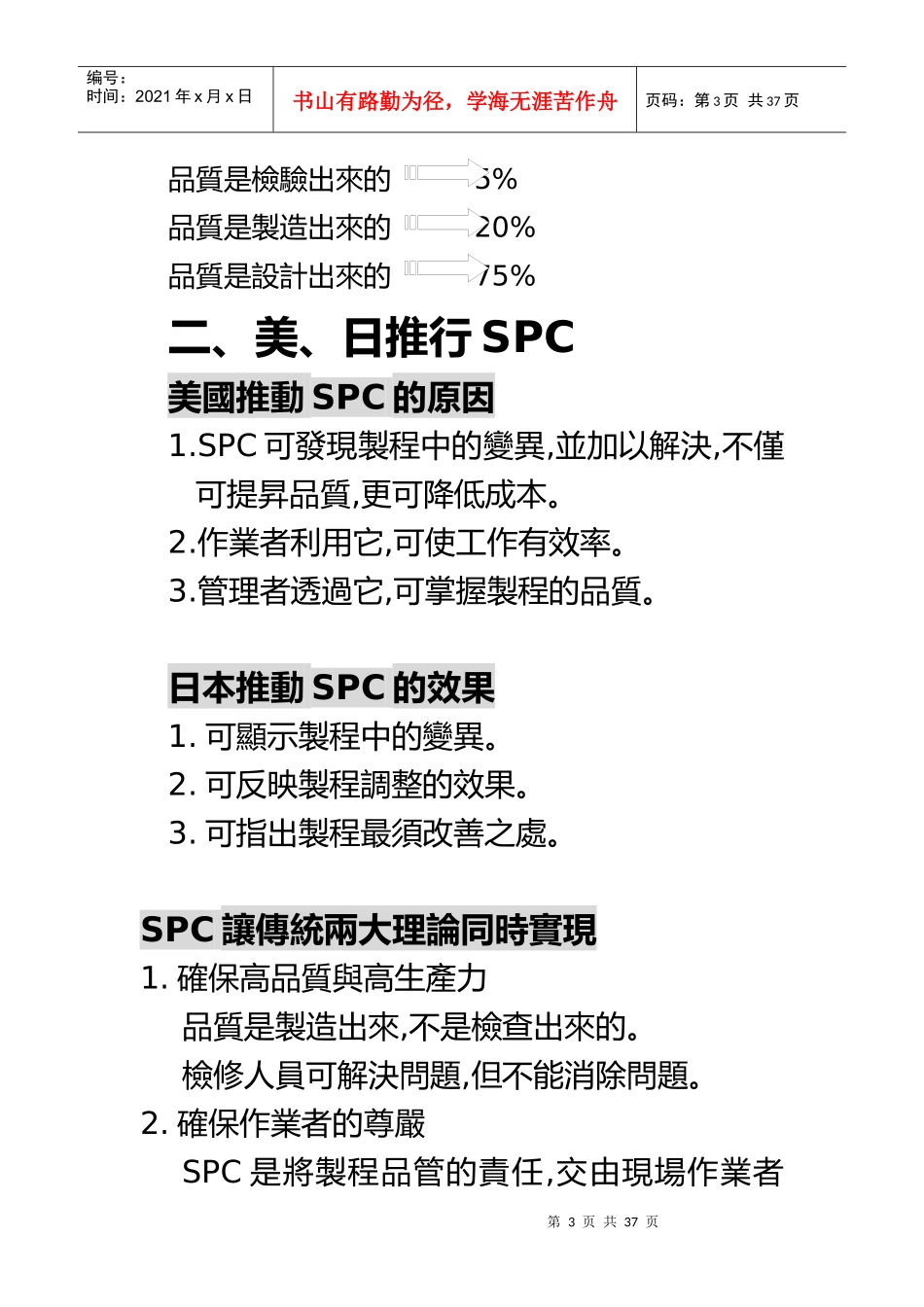
第1页共37页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共37页一、SPC的源起SPC精進教育教材製作:日期:2001/3/27頁數:共29頁第2页共37页第1页共37页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共37页SPC:StatisticalProcessControl年代人名貢獻1910費雪Fisher敘述統計轉變為推論統計1930修華特Shewhart發明管制圖1950戴明Deming統計與品管結合(SQC)1980三大汽車廠推行SPC日本品質的演進第3页共37页第2页共37页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共37页品質是檢驗出來的5%品質是製造出來的20%品質是設計出來的75%二、美、日推行SPC美國推動SPC的原因1
SPC可發現製程中的變異,並加以解決,不僅可提昇品質,更可降低成本
作業者利用它,可使工作有效率
管理者透過它,可掌握製程的品質
日本推動SPC的效果1
可顯示製程中的變異
可反映製程調整的效果
可指出製程最須改善之處
SPC讓傳統兩大理論同時實現1
確保高品質與高生產力品質是製造出來,不是檢查出來的
檢修人員可解決問題,但不能消除問題
確保作業者的尊嚴SPC是將製程品管的責任,交由現場作業者第4页共37页第3页共37页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共37页負責的方法,此即謂工作的人性化
三、SPC的理論SPC觀念的來源1
沒有兩件的事情、產品、人是完全一樣的
製程中的變異是可以衡量的
宇宙的事物與工業產品其都呈常態分配的
變異的原因可以分為機遇原因與非機遇原因
變異變異可分為機遇原因與非機遇原因機遇原因:原就存在於製程中的原因,是屬於製程的一部份
大概有85%製程的品質問