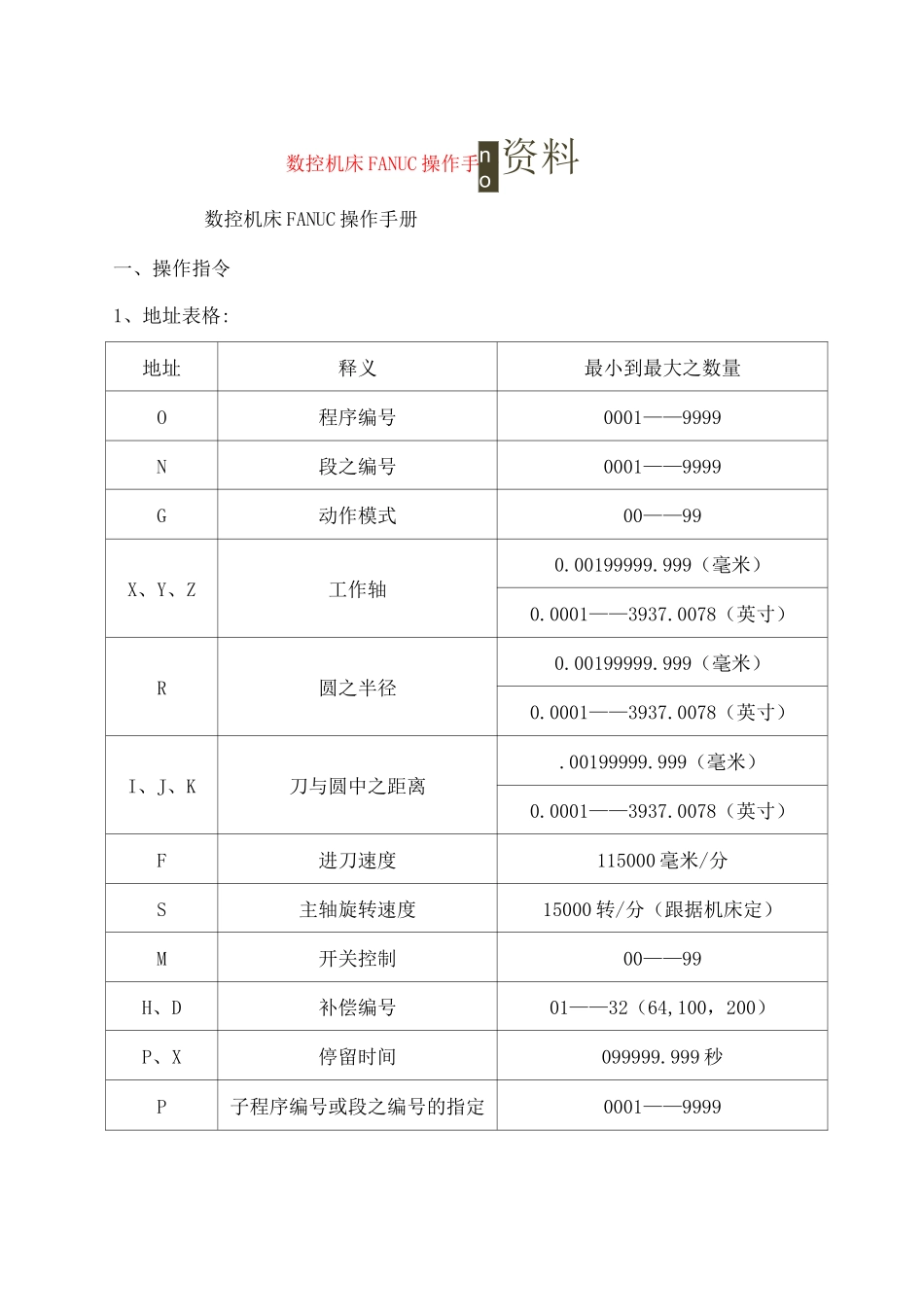
数控机床FANUC操作手册一、操作指令1、地址表格:地址释义最小到最大之数量O程序编号0001——9999N段之编号0001——9999G动作模式00——99X、Y、Z工作轴0
00199999
999(毫米)0
0001——3937
0078(英寸)R圆之半径0
00199999
999(毫米)0
0001——3937
0078(英寸)I、J、K刀与圆中之距离
00199999
999(毫米)0
0001——3937
0078(英寸)F进刀速度115000毫米/分S主轴旋转速度15000转/分(跟据机床定)M开关控制00——99H、D补偿编号01——32(64,100,200)P、X停留时间099999
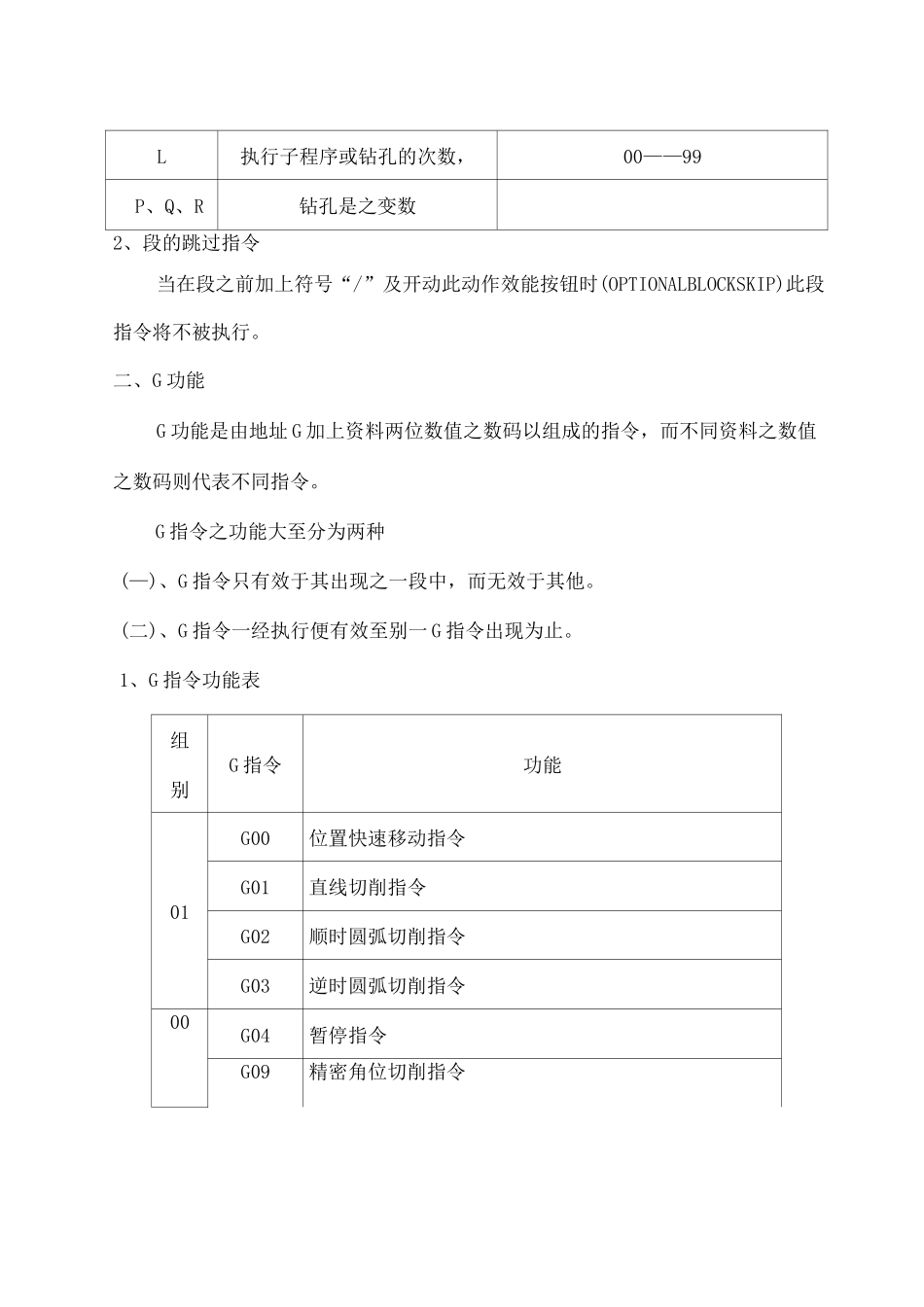
999秒P子程序编号或段之编号的指定0001——9999数控机床FANUC操作手册资料noL执行子程序或钻孔的次数,00——99P、Q、R钻孔是之变数2、段的跳过指令当在段之前加上符号“/”及开动此动作效能按钮时(OPTIONALBLOCKSKIP)此段指令将不被执行
二、G功能G功能是由地址G加上资料两位数值之数码以组成的指令,而不同资料之数值之数码则代表不同指令
G指令之功能大至分为两种(—)、G指令只有效于其出现之一段中,而无效于其他
(二)、G指令一经执行便有效至别一G指令出现为止
1、G指令功能表组别G指令功能01G00位置快速移动指令G01直线切削指令G02顺时圆弧切削指令G03逆时圆弧切削指令00G04暂停指令G09精密角位切削指令G10补偿值设定,工作零点补偿值设定17G15取消极坐标指令G16设定极坐标指令02G17指定X、Y平面G18指定Z、X平面G19指定Y、Z平面06G20英制单位输入G21公制单位输入04G22软体行程极限“开”G23软体行程极限“关”00G28归回机械基准原点G29从机械原点到指定点G30归回第二、第三及第四机械原点G31跳段指