金属工艺学14材料的连接成形4
1熔焊工艺4
2压力焊工艺4
3钎焊与封焊4
4金属材料的焊接性4
5焊接缺陷与检验4
6焊接件结构设计概述金属工艺学24材料的连接成形概述本章重点:焊条电弧焊的原理与特点,焊接材料、焊接方法、焊接工艺参数和焊接结构形式的选用原则
材料连接的方法有螺纹连接、销钉连接、铆接及焊接等多种
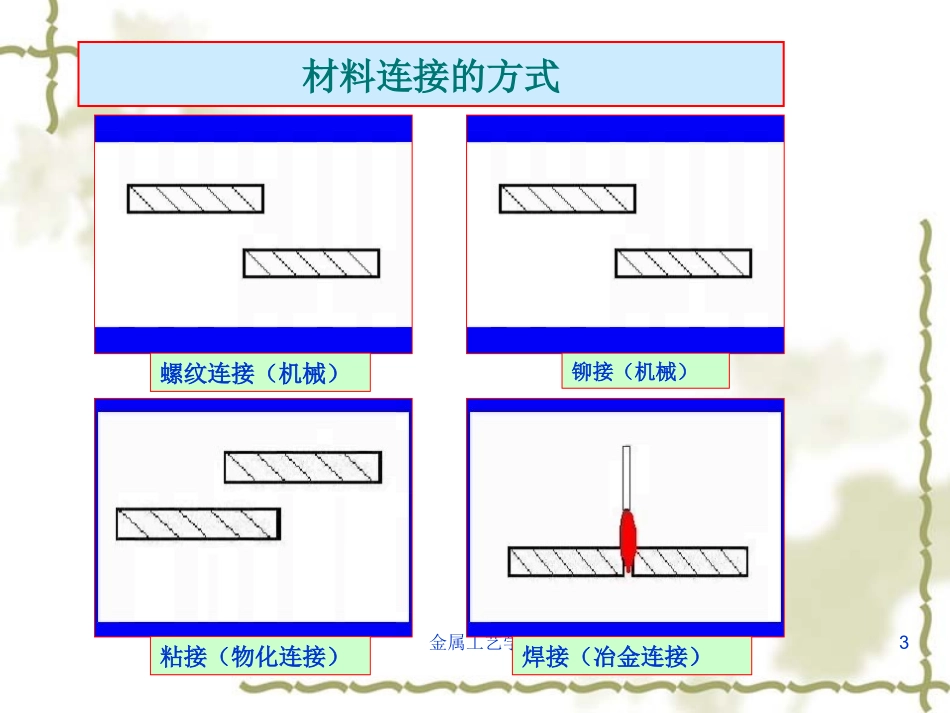
金属工艺学3材料连接的方式螺纹连接(机械)铆接(机械)粘接(物化连接)焊接(冶金连接)金属工艺学4焊接序言提要:焊接是一种极为广泛的连接方法,焊接是通过加热或加压,或者两者并用,并且用或不用填充材料,使焊接件达到原子结合的一种方法
焊接方法:熔化焊、压力焊、钎焊等
焊接的主要特点是:(1)节省材料,减轻质量;(2)简化复杂零件和大型零件的制造;(3)适应性好;可实现特殊结构的生产
(4)满足特殊连接要求;可实现不同材料间的连接成型
(5)降低劳动强度,改善劳动条件;焊接方法的应用:(1)制造金属结构件;(2)制造机器零件和工具;(3)修复金属工艺学5焊接方法电弧焊熔焊电渣焊等离子弧焊电子束焊激光焊手弧焊气体保护焊埋弧焊根据实现原子结合基本途径的不同,对熔焊分类
金属工艺学6焊接方法电阻焊压力焊摩擦焊超声波焊爆炸焊扩散焊高频焊钎焊及封粘软钎焊硬钎焊封接粘接金属工艺学7气门芯返回金属工艺学84
1熔焊工艺4
1熔焊原理及过程4
1熔池的保护4
2电焊条4
2焊接接头的组织与性能4
3焊接变形和焊接应力4
4熔焊方法及工艺本节重点:熔化焊焊接接头的组织性能本节难点:焊接应力与变形作业题:P1823
7金属工艺学94
1熔焊原理及过程熔焊的本质及特点①熔化焊的本质是小熔池熔炼与铸造,是金属熔化与结晶的过程
②熔池存在时间短,温度高;冶金过程进行不充分,氧化严重;热影响区大