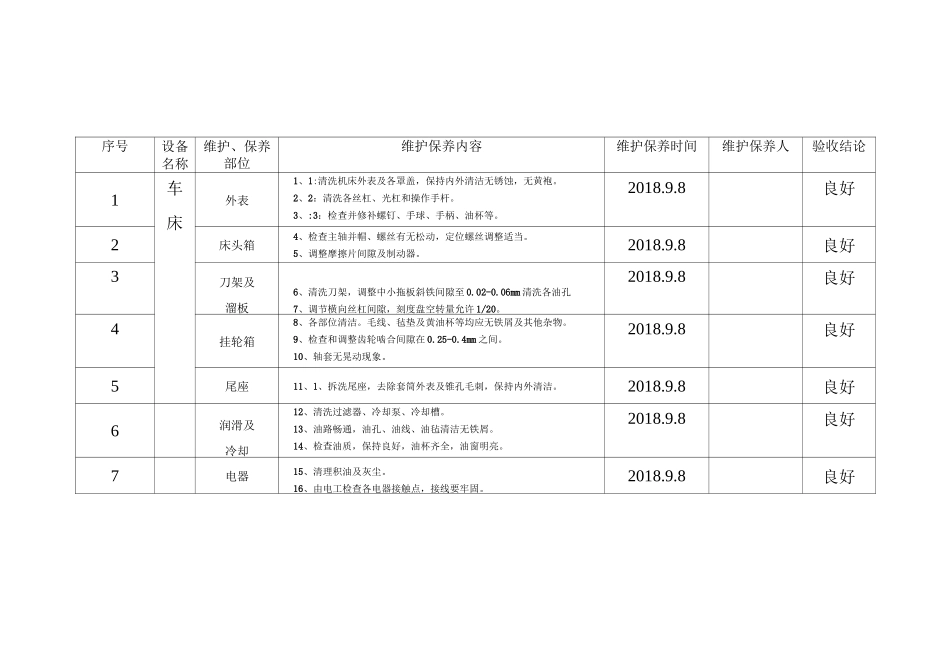
序号设备名称维护、保养部位维护保养内容维护保养时间维护保养人验收结论1车床外表1、1:清洗机床外表及各罩盖,保持内外清洁无锈蚀,无黄袍
2、2:清洗各丝杠、光杠和操作手杆
3、:3:检查并修补螺钉、手球、手柄、油杯等
8良好2床头箱4、检查主轴并帽、螺丝有无松动,定位螺丝调整适当
5、调整摩擦片间隙及制动器
8良好3刀架及溜板6、清洗刀架,调整中小拖板斜铁间隙至0
06mm清洗各油孔7、调节横向丝杠间隙,刻度盘空转量允许1/20
8良好4挂轮箱8、各部位清洁
毛线、毡垫及黄油杯等均应无铁屑及其他杂物
9、检查和调整齿轮啮合间隙在0
10、轴套无晃动现象
8良好5尾座11、1、拆洗尾座,去除套筒外表及锥孔毛刺,保持内外清洁
8良好6润滑及冷却12、清洗过滤器、冷却泵、冷却槽
13、油路畅通,油孔、油线、油毡清洁无铁屑
14、检查油质,保持良好,油杯齐全,油窗明亮
8良好7电器15、清理积油及灰尘
16、由电工检查各电器接触点,接线要牢固
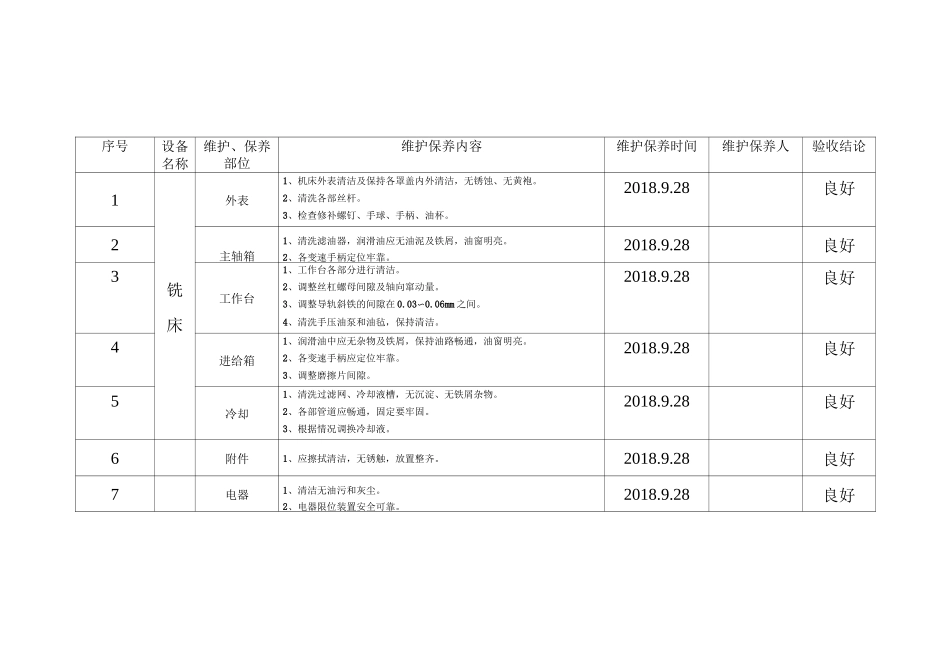
8良好序号设备名称维护、保养部位维护保养内容维护保养时间维护保养人验收结论1铣床外表1、机床外表清洁及保持各罩盖内外清洁,无锈蚀、无黄袍
2、清洗各部丝杆
3、检查修补螺钉、手球、手柄、油杯
28良好2主轴箱1、清洗滤油器,润滑油应无油泥及铁屑,油窗明亮
2、各变速手柄定位牢靠
28良好3工作台1、工作台各部分进行清洁
2、调整丝杠螺母间隙及轴向窜动量
3、调整导轨斜铁的间隙在0
06mm之间
4、清洗手压油泵和油毡,保持清洁
28良好4进给箱1、润滑油中应无杂物及铁屑,保持油路畅通,油窗明亮
2、各变速手柄应定位牢靠
3、调整磨擦片间隙