可修改编辑碳钢管道焊接工艺方案—•焊接条件材料①母材进入现场的管材、管件等应符合相应标准和设计文件规定要求,并具有材料质量证明书或材质复验报告
②焊接材料(以下简称焊材)进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证明书
施工现场的焊材二级库已建立并正常运行
焊材的管理按《焊接材料管理规范》规定要求执行
主要设备及工具①设备逆变焊机或硅整流焊机,预热和热处理设备、高温烘箱、恒温箱、除湿机、温度和湿度测量仪、碳弧气刨等设备完好,性能可靠
计量仪表正常,并经检定合格且有效
②工具便携式焊条保温筒、角向磨光机、钢丝刷、凿子、榔头等焊缝清理与修磨工具配备齐全
焊接工艺评定按相应规程、标准规定的要求已完成
焊接工艺卡已焊工按《锅炉压力容器焊工考试规则》规定要求,经考核具有相应的持证项目
焊接环境①施焊环境应符合下列要求:施焊环境温度应能保证焊件焊接时所需的足够温度和焊工操作技能不受可修改编辑影响风速:手工电弧焊小于,气体保护焊小于;焊接电弧在范围内的相对湿度小于
②焊件表面潮湿、覆盖有冰雪,或在下雨、下雪、刮风期间,必须采取挡风、防雨、防雪、防寒和预加热等有效措施
无保护措施,不得进行焊接
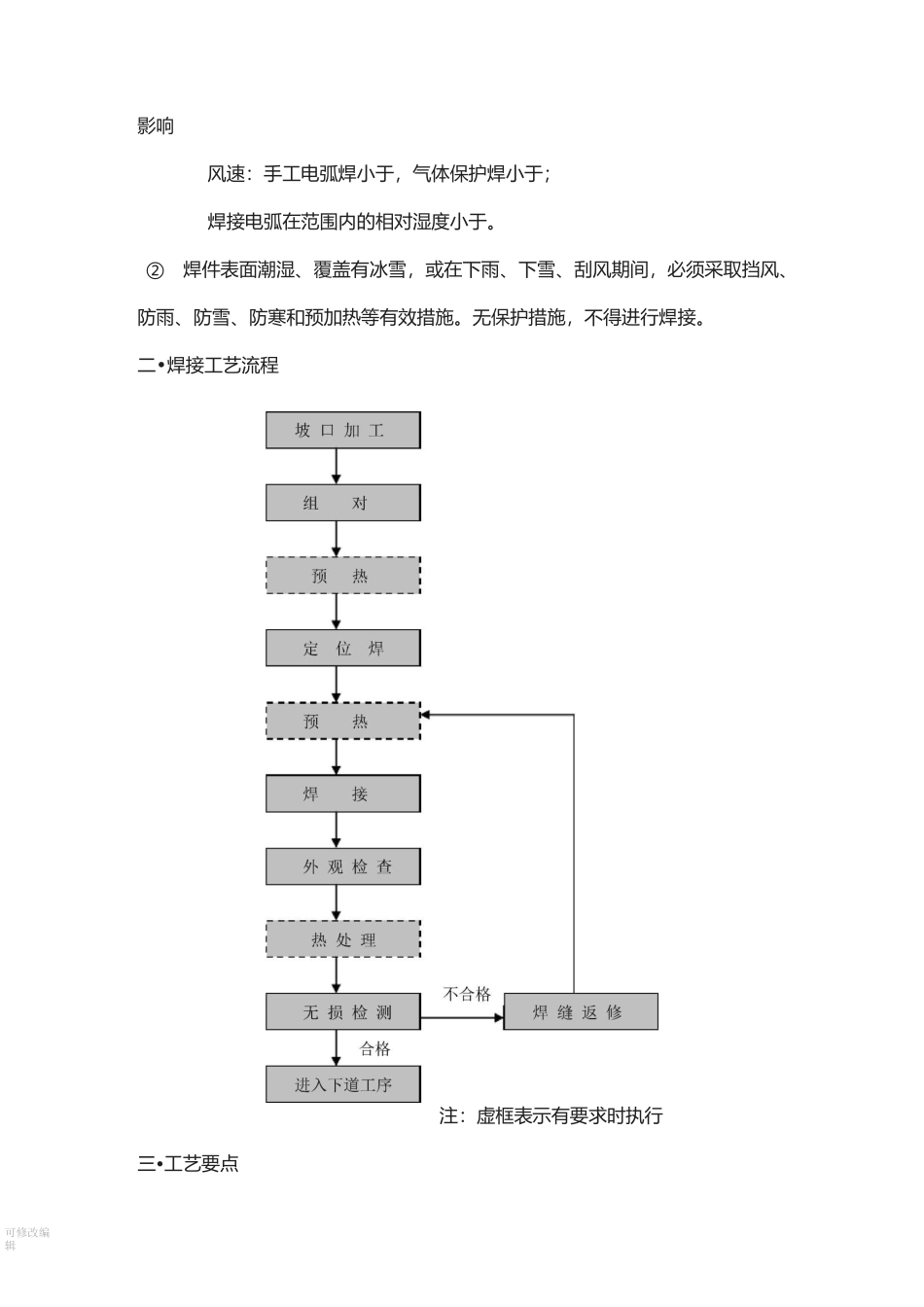
二•焊接工艺流程注:虚框表示有要求时执行三•工艺要点可修改编辑坡口加工①管道的坡口形式和坡口尺寸应按设计文件或焊接工艺卡规定要求进行
②不等厚对接焊件坡口加工应符合《工业金属管道工程施工及验收规范》规定要求
③坡口加工宜采用机械方法,也可采用等离子切割、氧乙炔切割等热加工方法
在采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整
④坡口加工后应进行外观检查,坡口表面不得有裂纹、分层等缺陷
若设计有要求时,进行磁粉或渗透检验
组对①焊件组对前应将坡口及其内外侧表面不小于范围内的油、漆、垢、锈、毛刺及镀锌层等清除干净
②管子或管件对