埋弧焊工艺应用【摘要】通过对埋弧焊原理及结构分析,合理选择焊接参数包括焊接电流、焊接电压、焊接速度、焊丝直径,同时要有合理的施焊工艺方法,从而达到生产率高焊接质量好、劳动条件好的目的
【关键词】埋弧焊焊接参数焊缝前言埋弧焊是焊接生产中应用最广泛的工艺方法之一
由于焊接熔深大、生产效率高、机械化程度高,因而特别适用于中厚板长焊缝的焊接
在造船、锅炉与压力容器、起重机械、工程机械等制造中都是主要的焊接生产手段
因而正确掌握其焊接工艺很重要,对有效保证焊接质量,达到良好的焊接成形效果是非常有利的随着焊接冶金技术和焊接材料生产的发展,埋弧焊所能焊接的材料已从碳素结构钢发展到低合金结构钢、不锈钢、耐热钢以及一些有色金属材料
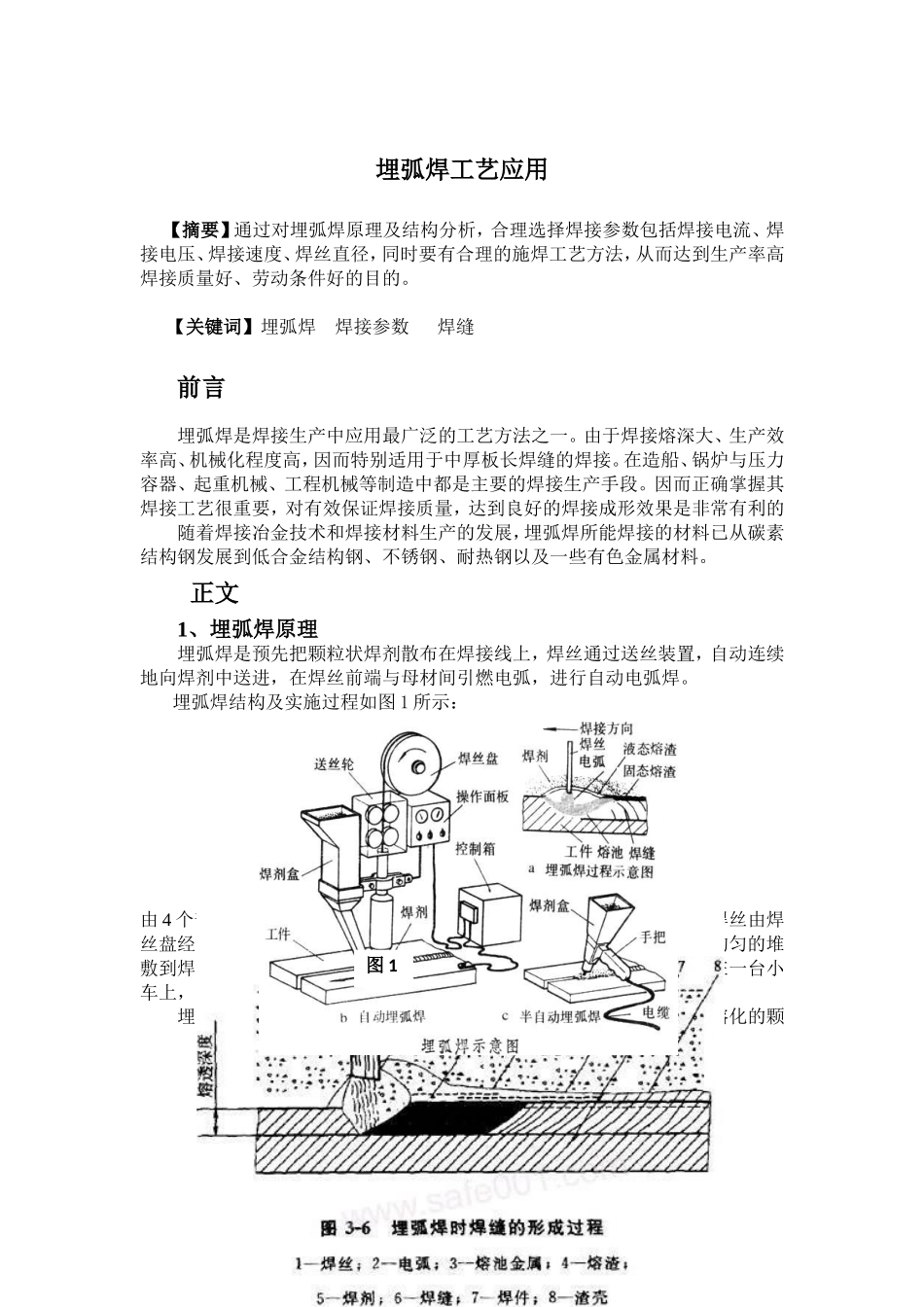
正文1、埋弧焊原理埋弧焊是预先把颗粒状焊剂散布在焊接线上,焊丝通过送丝装置,自动连续地向焊剂中送进,在焊丝前端与母材间引燃电弧,进行自动电弧焊
埋弧焊结构及实施过程如图1所示:由4个部分组成:①焊接电源接在导电嘴和弓箭之间用来产生电弧;②焊丝由焊丝盘经送丝机构和导电嘴送入焊接区;③颗粒状焊剂由焊剂漏斗经软管均匀的堆敷到焊缝接口区;④焊丝及送丝机构、焊剂漏斗和焊接控制盘等通常装在一台小车上,以实现焊接电弧的移动
埋弧焊焊缝形成过程如图2,埋弧焊时,连续送进的焊丝在一层壳熔化的颗图1粒状焊剂覆盖下引燃电弧
2、工艺参数埋弧焊主要应用于平焊位置焊接
1焊接工艺参数的影响2
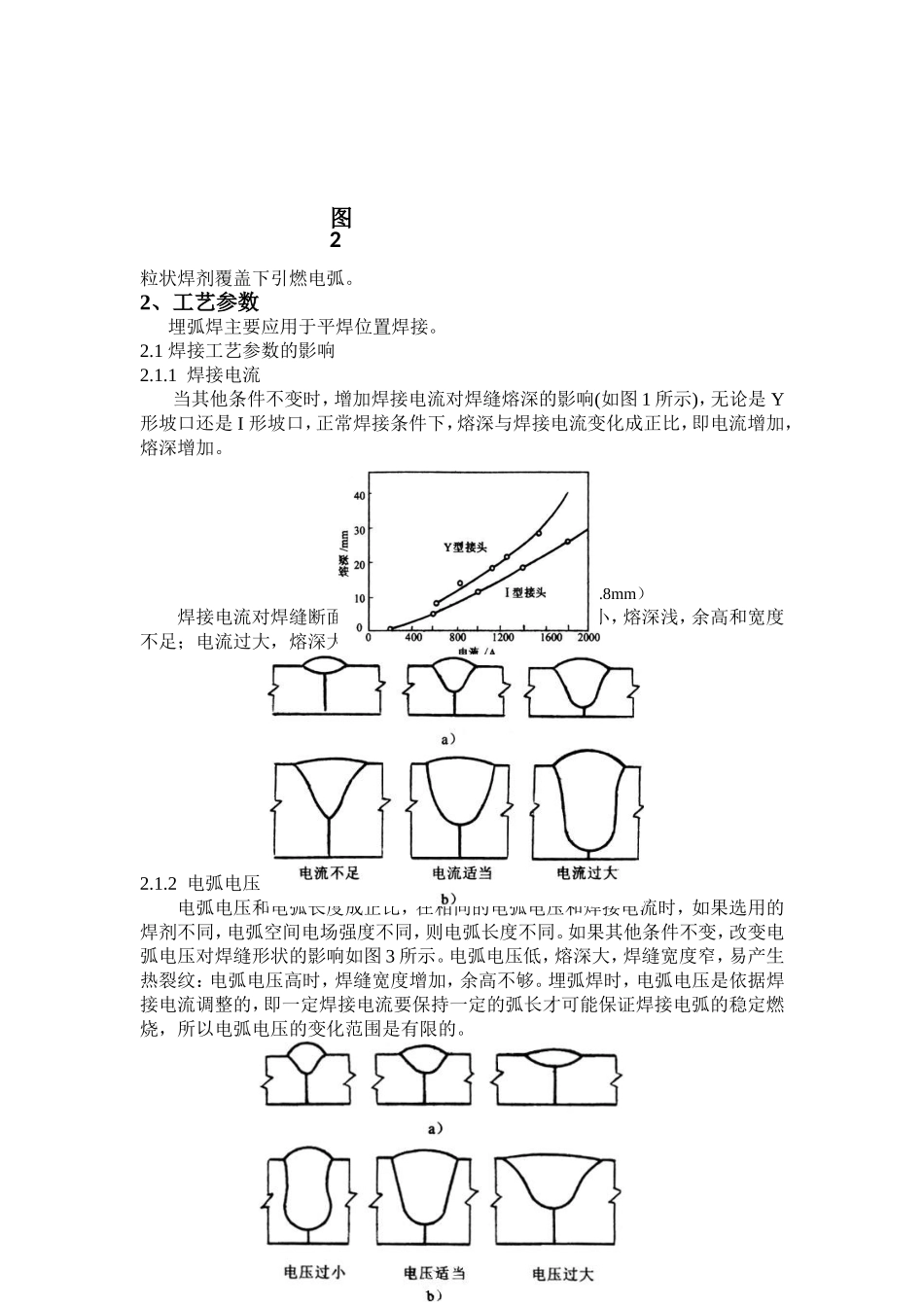
1焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图1所示),无论是Y形坡口还是I形坡口,正常焊接条件下,熔深与焊接电流变化成正比,即电流增加,熔深增加
图1焊接电流与熔深的关系(φ4
8mm)焊接电流对焊缝断面形状的影响,如图2所示
电流小,熔深浅,余高和宽度不足;电流过大,熔深大,余高过大,易产生高温裂纹
图2焊接电流对焊缝断面形状的影响a)I形接头b)Y形接头2