6钢结构地面拼装本工程钢结构的现场拼装包括地面拼装和高空拼装两部分内容
针对本工程而言,地面拼装主要是针对本工程中运输超限部分桁架而言,该部分主要是各榀桁架的E~L轴段
I2IEFZH一rL'1■
Zl/T/lZl/^vMST^NJ^P^WlZI^I/TxNNjxK一r剩余部分则采取工厂加工制作,分段运输至现场;履带吊吊装至滑移拼装平台对接后累计滑移
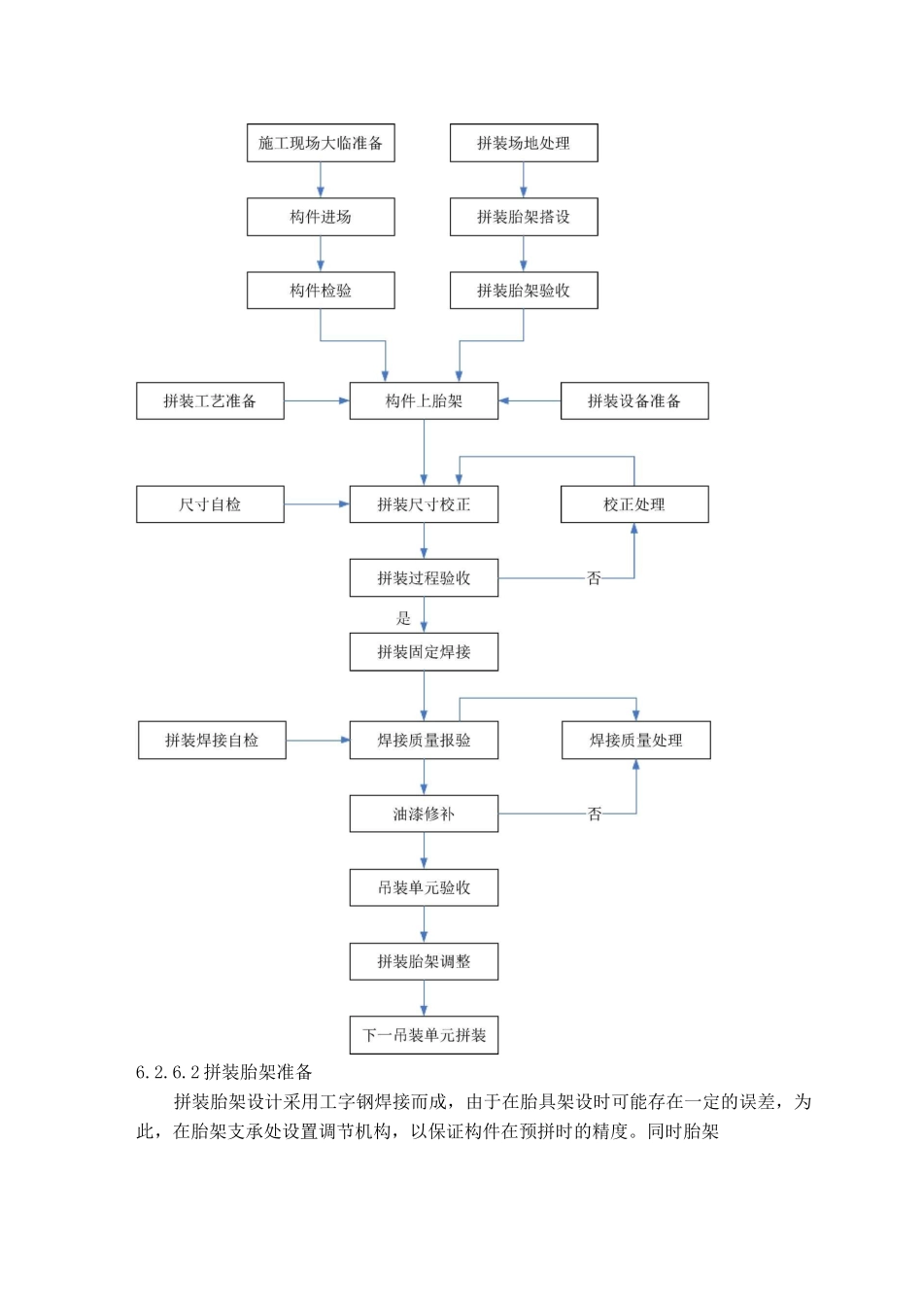
1地面拼装工艺流程现场地面拼装的主要的工作包括运输构件到场的检验、拼装胎架搭设与检验、构件组拼、焊接、吊耳及对口校正卡具安装、中心线及标高控制线标识、吊装单元验收等工作,主要的工作流程如下图:6
2拼装胎架准备拼装胎架设计采用工字钢焊接而成,由于在胎具架设时可能存在一定的误差,为此,在胎架支承处设置调节机构,以保证构件在预拼时的精度
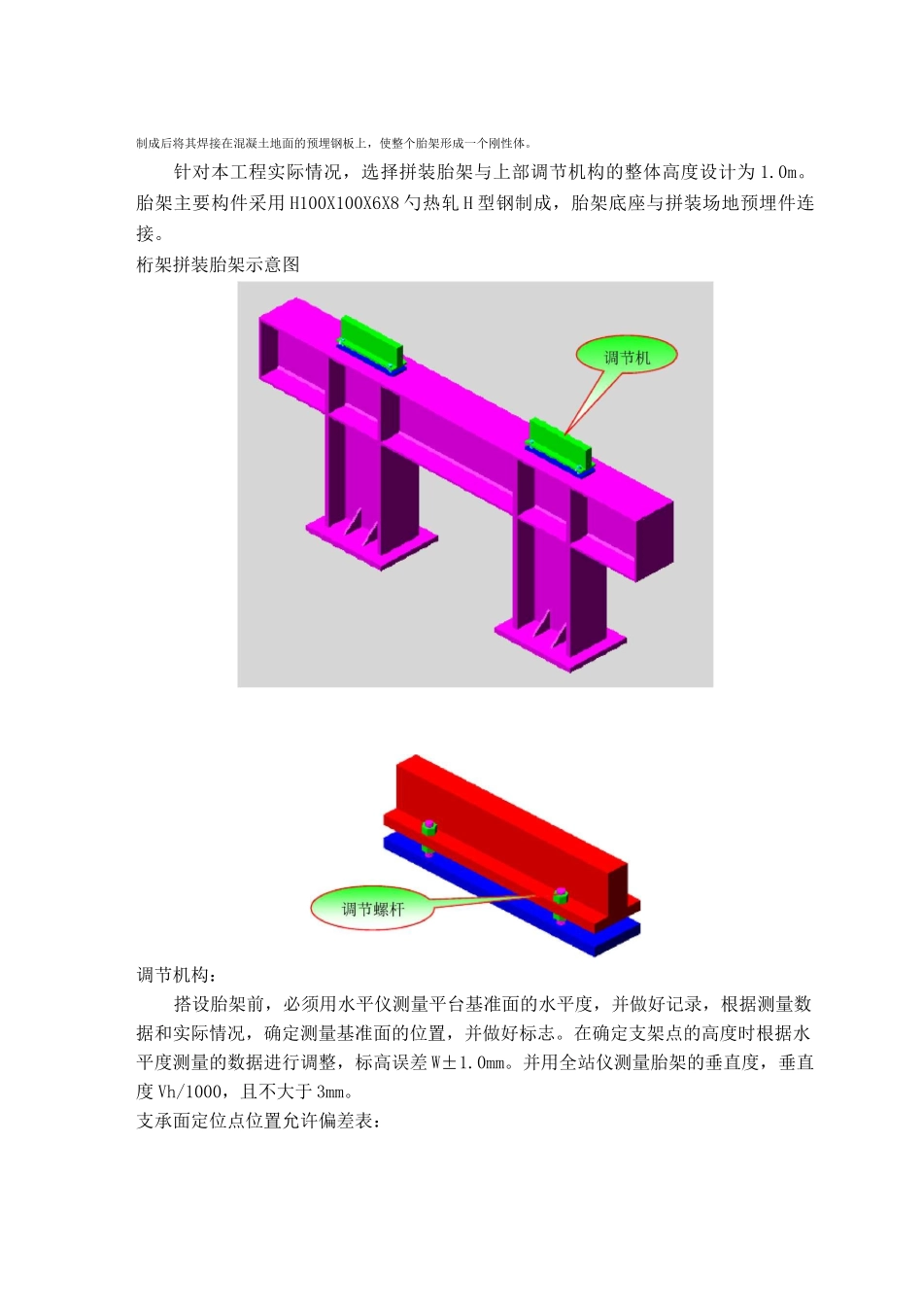
同时胎架制成后将其焊接在混凝土地面的预埋钢板上,使整个胎架形成一个刚性体
针对本工程实际情况,选择拼装胎架与上部调节机构的整体高度设计为1
胎架主要构件采用H100X100X6X8勺热轧H型钢制成,胎架底座与拼装场地预埋件连接
桁架拼装胎架示意图调节机构:搭设胎架前,必须用水平仪测量平台基准面的水平度,并做好记录,根据测量数据和实际情况,确定测量基准面的位置,并做好标志
在确定支架点的高度时根据水平度测量的数据进行调整,标高误差W±1
并用全站仪测量胎架的垂直度,垂直度Vh/1000,且不大于3mm
支承面定位点位置允许偏差表:项目允许偏差支承面标咼W±1
0mm水平度L/1000且W3mm6
3拼装机械根据本工程工厂加工构件分段的重量、现场拼装场地的布置情况及本工程的工期要求,我们选择采用两台501汽车吊和两台40t的拖车作为本工程现场装卸、拼装及水平运输用机械
4构件拼装定位组拼单元就位时采用同时在地面和胎架上设置边线投影对准线,必