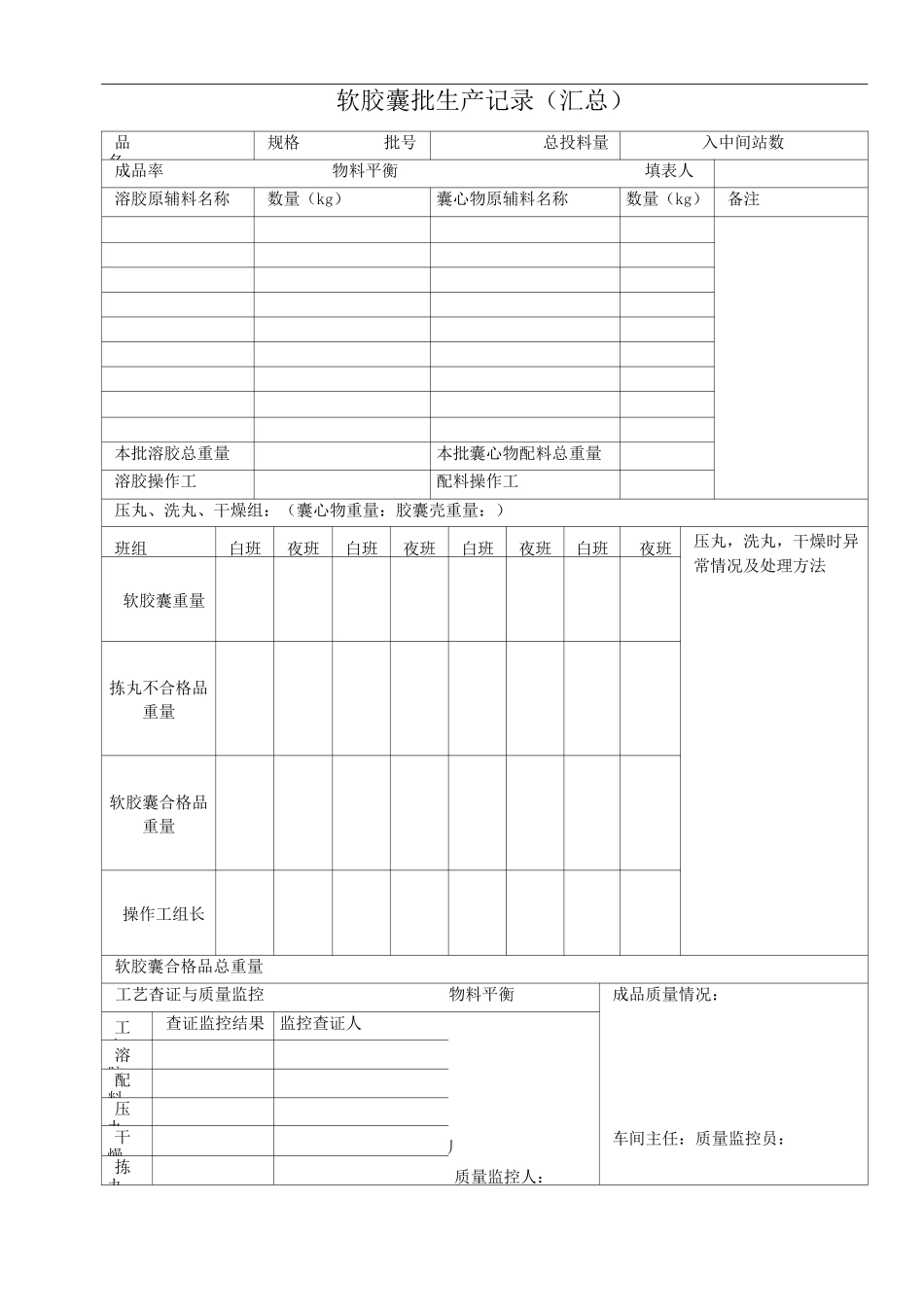
软胶囊批生产记录日期:产品名称:产品规格:生产批号:整理人:批准人:记录编号:春芝堂生物制品有限公司生产部软胶囊批生产记录(汇总)品名规格批号总投料量入中间站数成品率物料平衡填表人溶胶原辅料名称数量(kg)囊心物原辅料名称数量(kg)备注本批溶胶总重量本批囊心物配料总重量溶胶操作工配料操作工压丸、洗丸、干燥组:(囊心物重量:胶囊壳重量:)班组白班夜班白班夜班白班夜班白班夜班压丸,洗丸,干燥时异常情况及处理方法软胶囊重量拣丸不合格品重量软胶囊合格品重量操作工组长软胶囊合格品总重量工艺杳证与质量监控物料平衡成品质量情况:车间主任:质量监控员:工序查证监控结果监控查证人质量监控人:溶胶配料压丸干燥丿拣丸目录配料单NO:客户名称产品名称产品批号产品规格胶液配方内容物配方序号名称、规格比例序号名称、规格比例熔胶原始记录产品名称规格:NO:胶液色别熔胶班组投料总量出料总量生产日期生产批号操作员桶数公斤桶数公斤熔胶用料记录投料记录熔胶操作记录炼胶回胶用量原辅料供应商名称(检查是否有合格标识,包装是否完整、物料感官性状是否符合要求,进入清洁区是否脱包或清洁处理)一
化胶锅清洗杀菌记录蛋清用量温度杀菌起讫时间炼胶时间新胶级别批号二•水分加热记录用量温度加温起讫时间级别批号用量三•化胶加温记录级别批号化胶温度加温起讫时间用量甘油批号四•抽真空浓缩记录用量真空度抽真空起讫时间尼泊金乙酯(g)批号用量五•胶液保温记录水分批号温度保温起讫时间用量批号六
放胶记录用量温度放胶起讫时间批号用量七•胶液储存记录着色剂批号桶号123用量数量批号温度用量粘度批号水份用量起讫时间批号用量八
异常记录投料校对员熔胶质检员全程起讫时间化胶温度监控记录时间温度配液原始记录NO:产品名称生产批号配料总量配料员配料时间药液状态核对人原辅料应投量实投量投料记录序号名称批号1(检查是否有合格标识,包装是否完整、物料感官性状是