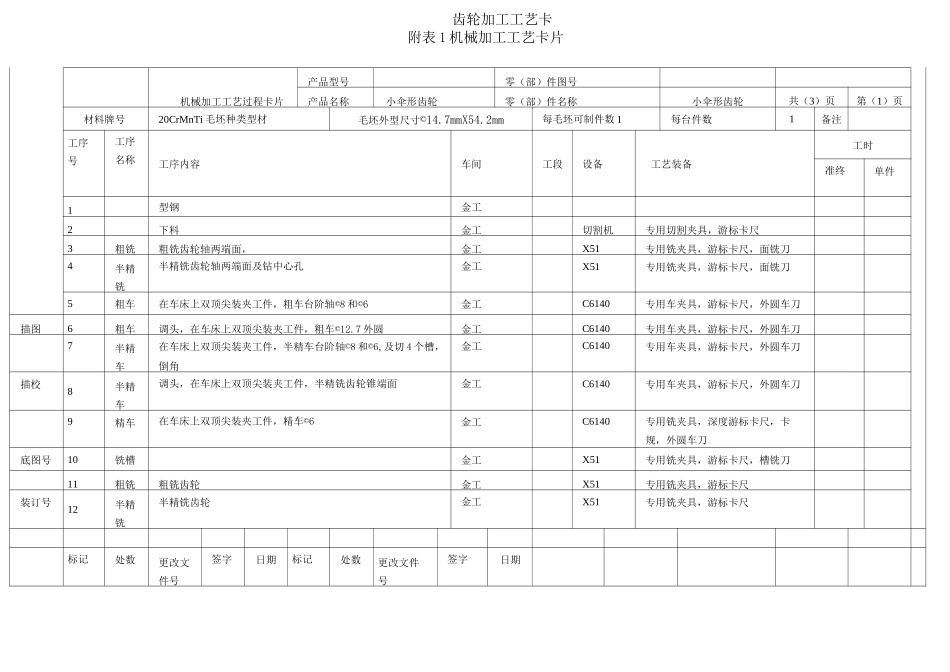
齿轮加工工艺卡附表1机械加工工艺卡片机械加工工艺过程卡片产品型号零(部)件图号产品名称小伞形齿轮零(部)件名称小伞形齿轮共(3)页第(1)页材料牌号20CrMnTi毛坯种类型材毛坯外型尺寸©14
7mmX54
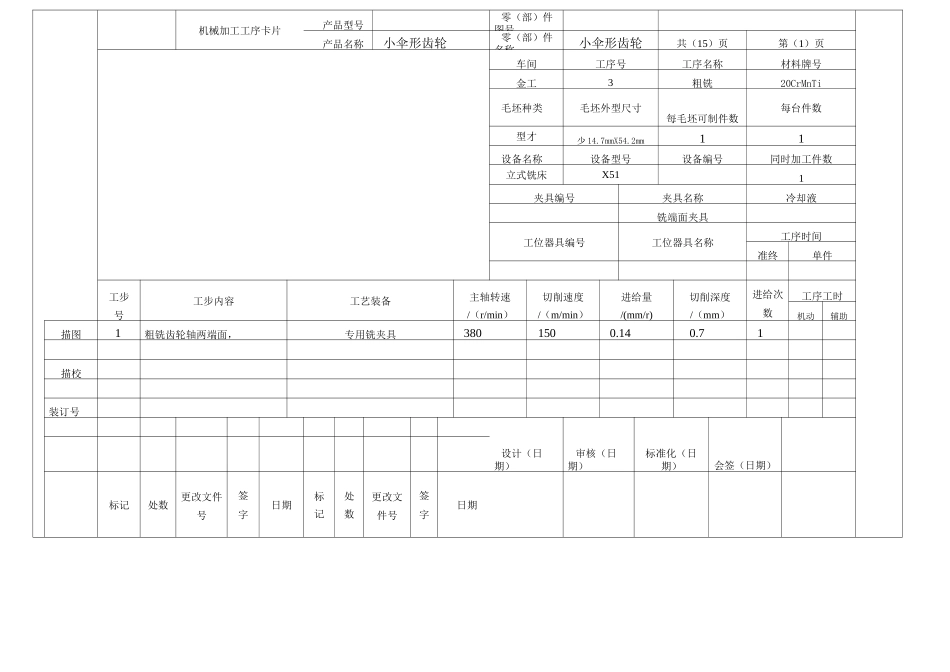
2mm每毛坯可制件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1型钢金工2下料金工切割机专用切割夹具,游标卡尺3粗铣粗铣齿轮轴两端面,金工X51专用铣夹具,游标卡尺,面铣刀4半精铣半精铣齿轮轴两端面及钻中心孔金工X51专用铣夹具,游标卡尺,面铣刀5粗车在车床上双顶尖装夹工件,粗车台阶轴©8和©6金工C6140专用车夹具,游标卡尺,外圆车刀描图6粗车调头,在车床上双顶尖装夹工件,粗车©12
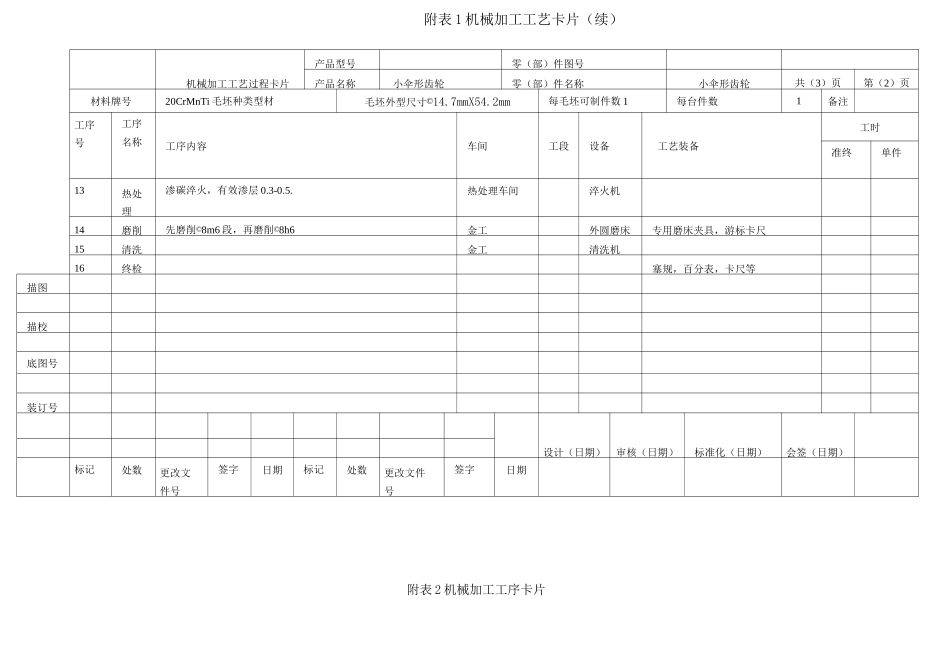
7外圆金工C6140专用车夹具,游标卡尺,外圆车刀7半精车在车床上双顶尖装夹工件,半精车台阶轴©8和©6,及切4个槽,倒角金工C6140专用车夹具,游标卡尺,外圆车刀描校8半精车调头,在车床上双顶尖装夹工件,半精铣齿轮锥端面金工C6140专用车夹具,游标卡尺,外圆车刀9精车在车床上双顶尖装夹工件,精车©6金工C6140专用铣夹具,深度游标卡尺,卡规,外圆车刀底图号10铣槽金工X51专用铣夹具,游标卡尺,槽铣刀11粗铣粗铣齿轮金工X51专用铣夹具,游标卡尺装订号12半精铣半精铣齿轮金工X51专用铣夹具,游标卡尺标记处数更改文件号签字日期标记处数更改文件号签字日期附表1机械加工工艺卡片(续)机械加工工艺过程卡片产品型号零(部)件图号产品名称小伞形齿轮零(部)件名称小伞形齿轮共(3)页第(2)页材料牌号20CrMnTi毛坯种类型材毛坯外型尺寸©14
7mmX54
2mm每毛坯可制件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件13热处理渗碳淬火,有效渗层0
热处理车间淬火机14磨削先磨削©8m6段,再磨削©8h6金工外圆磨床