单圆弧线形叶片铣削工艺引言单圆弧线形叶轮叶片是鼓风机中的关键零件,它的制造方法有焊接、铆接及硬铝压制等
本文介绍一种利用立式铣床工作台面的平移及工件轴心回转的复合运动铣削大直径单圆弧线形叶轮叶片的加工方法
推导出了有关加工参数的计算公式,并进行了实例计算和轮廓加工误差分析
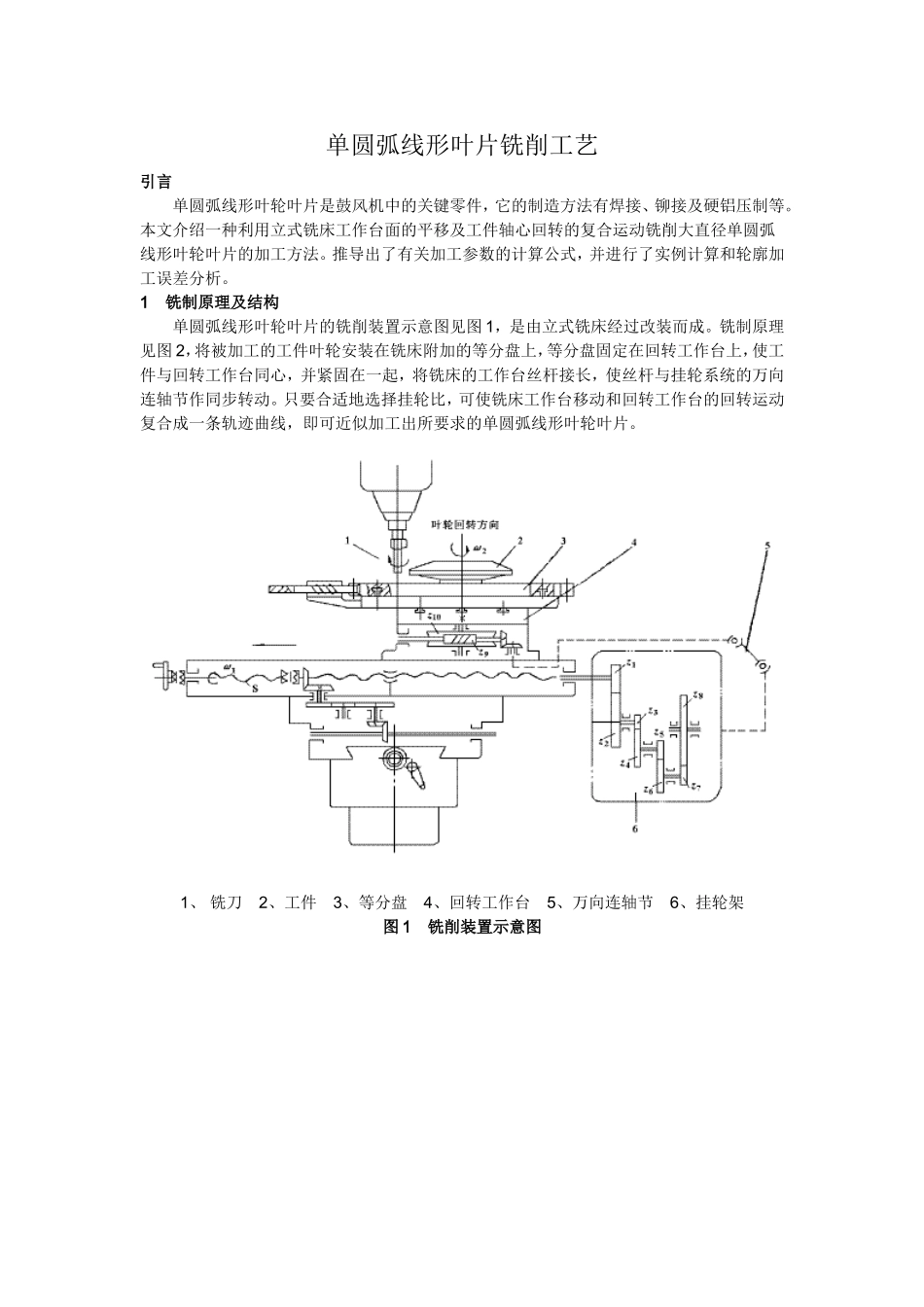
1铣制原理及结构单圆弧线形叶轮叶片的铣削装置示意图见图1,是由立式铣床经过改装而成
铣制原理见图2,将被加工的工件叶轮安装在铣床附加的等分盘上,等分盘固定在回转工作台上,使工件与回转工作台同心,并紧固在一起,将铣床的工作台丝杆接长,使丝杆与挂轮系统的万向连轴节作同步转动
只要合适地选择挂轮比,可使铣床工作台移动和回转工作台的回转运动复合成一条轨迹曲线,即可近似加工出所要求的单圆弧线形叶轮叶片
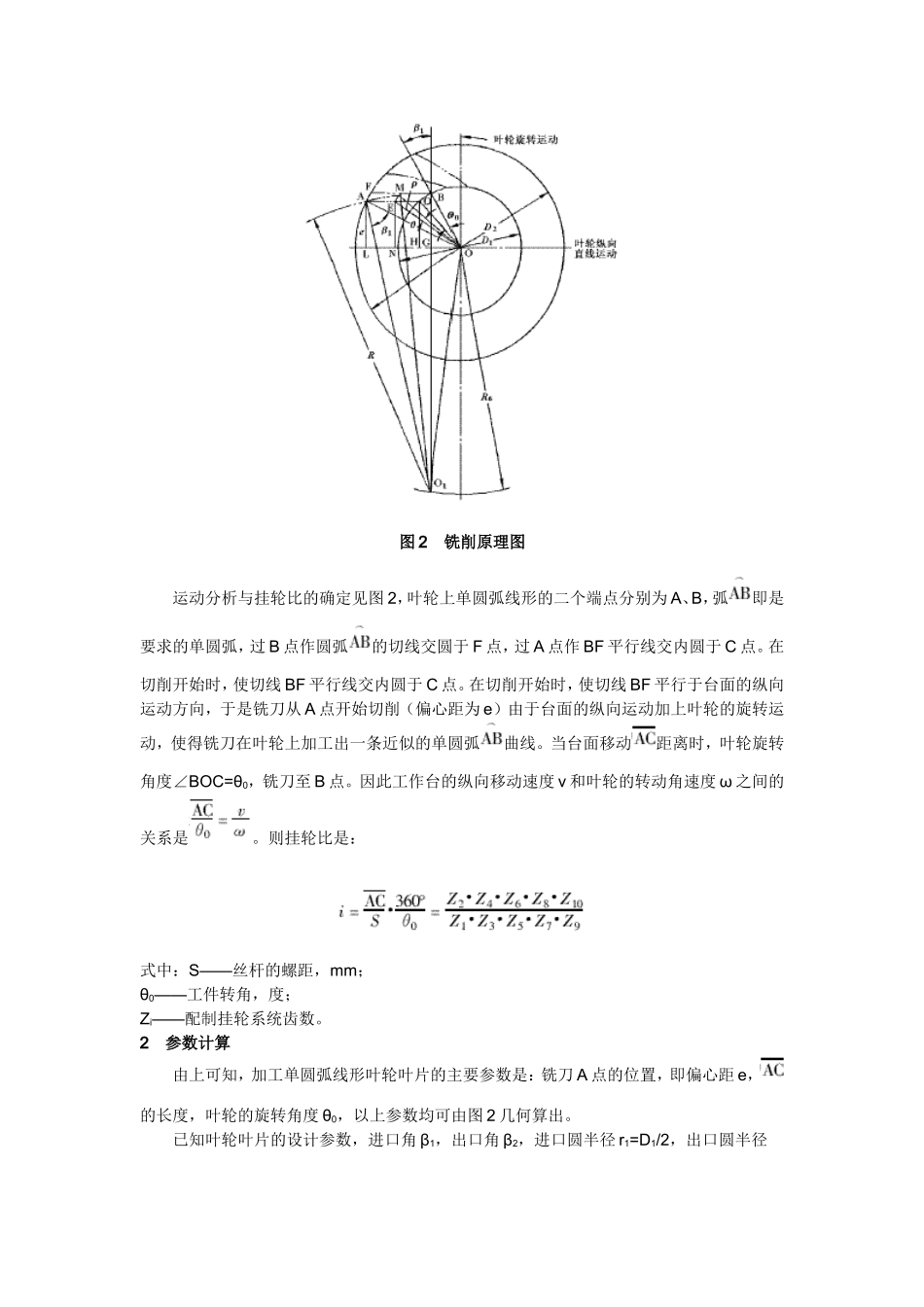
1、铣刀2、工件3、等分盘4、回转工作台5、万向连轴节6、挂轮架图1铣削装置示意图图2铣削原理图运动分析与挂轮比的确定见图2,叶轮上单圆弧线形的二个端点分别为A、B,弧即是要求的单圆弧,过B点作圆弧的切线交圆于F点,过A点作BF平行线交内圆于C点
在切削开始时,使切线BF平行线交内圆于C点
在切削开始时,使切线BF平行于台面的纵向运动方向,于是铣刀从A点开始切削(偏心距为e)由于台面的纵向运动加上叶轮的旋转运动,使得铣刀在叶轮上加工出一条近似的单圆弧曲线
当台面移动距离时,叶轮旋转角度∠BOC=θ0,铣刀至B点
因此工作台的纵向移动速度v和叶轮的转动角速度ω之间的关系是
则挂轮比是:式中:S——丝杆的螺距,mm;θ0——工件转角,度;Zi——配制挂轮系统齿数
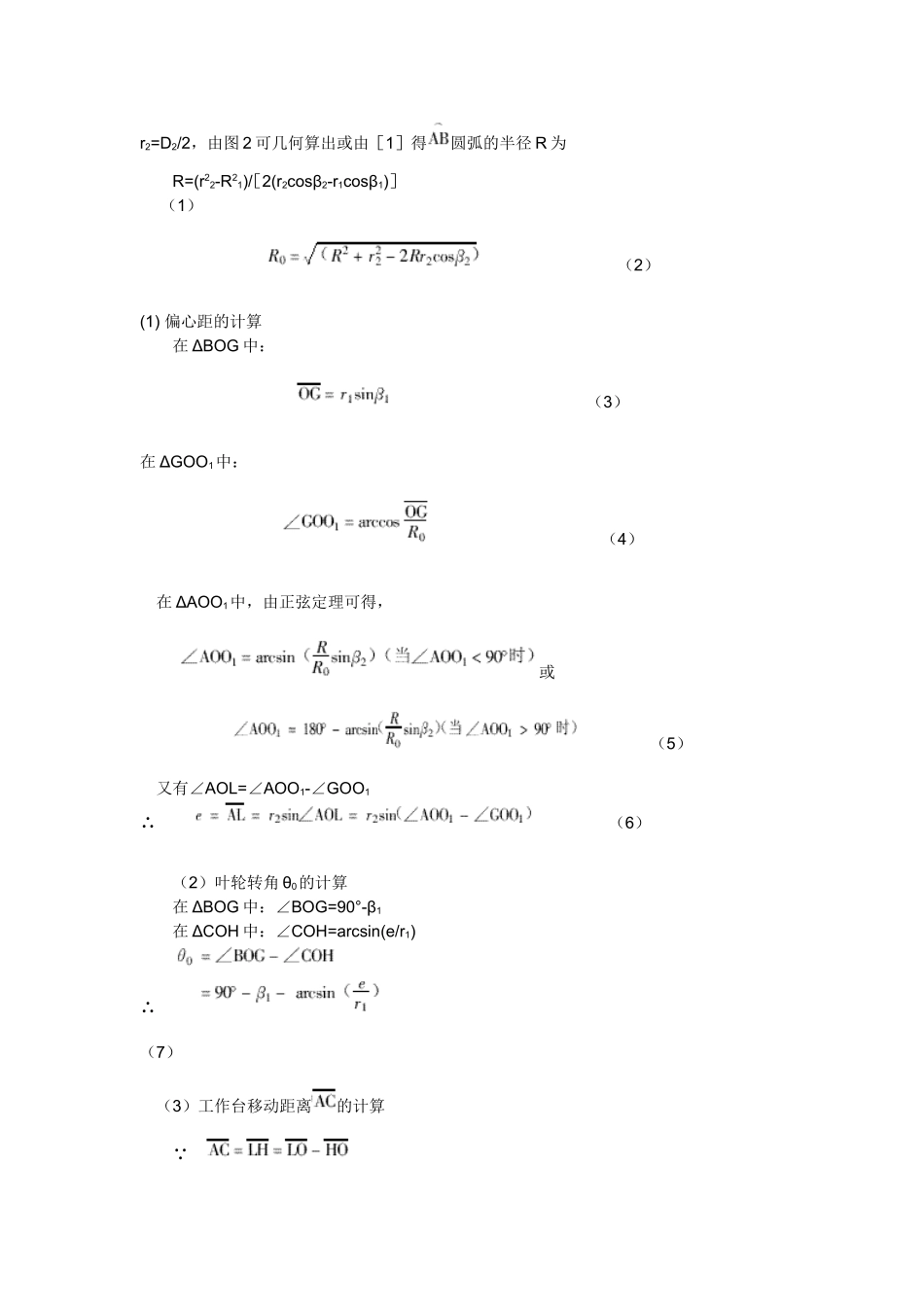
2参数计算由上可知,加工单圆弧线形叶轮叶片的主要参数是:铣刀A点的位置,即偏心距e,的长度,叶轮的旋转角度θ0,以上参数均可由图2几何算出
已知叶轮叶片的设计参数,进口角β1,出口角β2,进口圆半径r1=D1/2,出口圆半径r2=D2/2,由图2可几何算出或由[