纭缝面料检验、配料热处理■ta-裁■检r+补跳丝―验缝商标—绷面组合检验与包装成品入库检验探针第7章床垫的制作工艺本章重点】1
弹簧床垫生产工艺流程
弹簧软床垫弹簧芯制作工艺
弹簧软床垫绗缝层与围边制作工艺4
弹簧床垫总装工艺
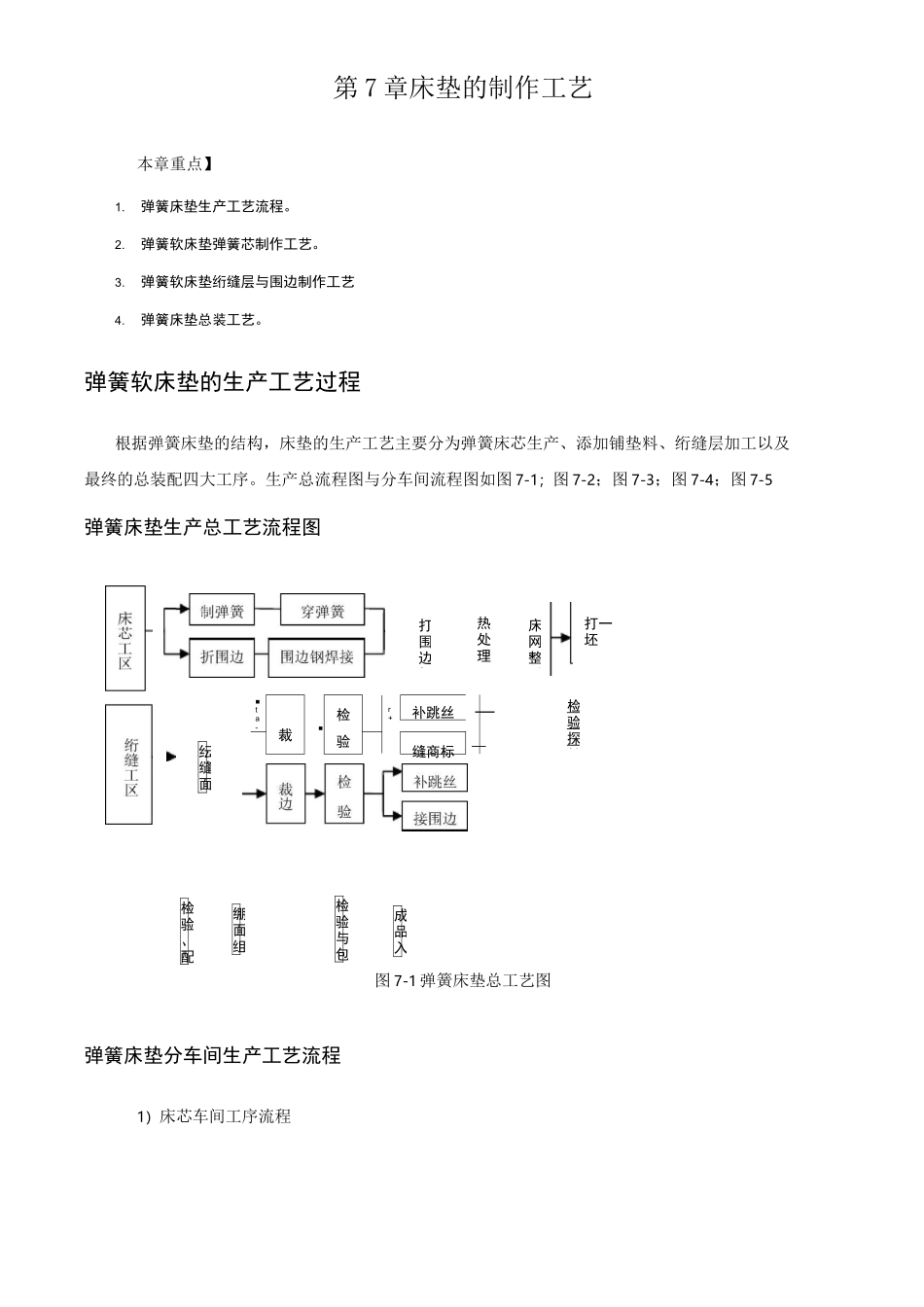
弹簧软床垫的生产工艺过程根据弹簧床垫的结构,床垫的生产工艺主要分为弹簧床芯生产、添加铺垫料、绗缝层加工以及最终的总装配四大工序
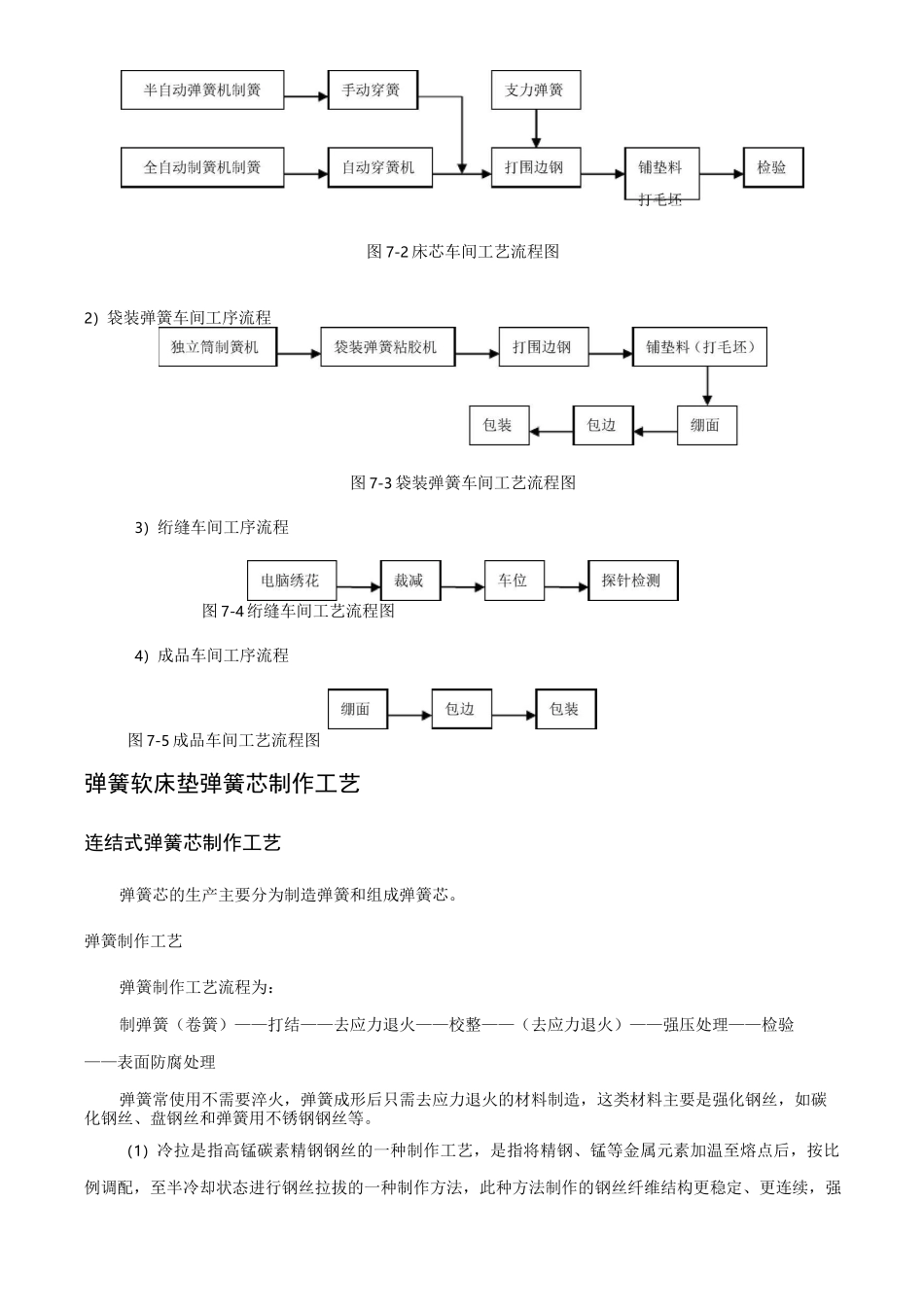
生产总流程图与分车间流程图如图7-1;图7-2;图7-3;图7-4;图7-5弹簧床垫生产总工艺流程图图7-1弹簧床垫总工艺图弹簧床垫分车间生产工艺流程1)床芯车间工序流程打围边钢打一坯床网整形图7-2床芯车间工艺流程图2)袋装弹簧车间工序流程图7-3袋装弹簧车间工艺流程图3)绗缝车间工序流程图7-4绗缝车间工艺流程图4)成品车间工序流程图7-5成品车间工艺流程图弹簧软床垫弹簧芯制作工艺连结式弹簧芯制作工艺弹簧芯的生产主要分为制造弹簧和组成弹簧芯
弹簧制作工艺弹簧制作工艺流程为:制弹簧(卷簧)——打结——去应力退火——校整——(去应力退火)——强压处理——检验——表面防腐处理弹簧常使用不需要淬火,弹簧成形后只需去应力退火的材料制造,这类材料主要是强化钢丝,如碳化钢丝、盘钢丝和弹簧用不锈钢钢丝等
(1)冷拉是指高锰碳素精钢钢丝的一种制作工艺,是指将精钢、锰等金属元素加温至熔点后,按比例调配,至半冷却状态进行钢丝拉拔的一种制作方法,此种方法制作的钢丝纤维结构更稳定、更连续,强度更高
(2)制弹簧(卷簧)卷簧是弹簧卷制成形的简称,卷簧是弹簧制造的第一道工序,也是重要的工序,卷制精度对整个制造过程起着极为重要的作用,它基本上决定了弹簧的几何尺寸和特性,以及材料的利用率
中凹型螺旋弹簧的制造工艺可在有心轴卷簧机上卷绕,这种方法不仅劳动量大、生产率低,而且降低了材料利用率和质量均匀性
因此,在大批量生产中,广泛采用自动卷簧机(无心