车带螺纹的内台阶孔一、课题目的:1、通过在数控车床上车比较复杂内孔,使学生掌熟练握车螺纹指令G32、G92的应用
2、使学生对车比较复杂内孔的加工工艺有更深一步的了解
3、使学生能够熟练的掌握所学的指令加工车床所涉汲冢等熟练的掌握所学的指令加工车床所涉汲熟练的掌握所学的指令加工车床所涉及的中等难度的工件的加工
二、课题功能:1、通过本课题的练习使学生熟练掌握G32、G92的使用格式
2、使学生了解在数控车床上加工螺纹的加工工艺
3、了解G32、G92指令加工螺纹的异同
4、使学生掌握各种镗刀的性能
三、加工工艺:1、夹φ50的毛坯见光一端面
一夹一顶加工φ47的外圆至尺寸
3、夹φ47的外圆,用φ23钻头钻通孔
4、镗φ26的孔至尺寸5、调头夹φ47的外圆用镗孔车刀镗φ36,φ32的孔
6、车R3内圆弧并切槽至尺寸要求
7、用螺纹车刀加工M38X1
5-7G的内螺纹
四、本课题操作安全及注意事项:1、在螺纹加工过程中进给倍率开关钳制在100%上
2、在螺纹加工中,刀具与工件之间应留足够的切入切出距离
13、螺纹加工过程中主轴转速不得变化
4、加工的导程不能超过最大限制值
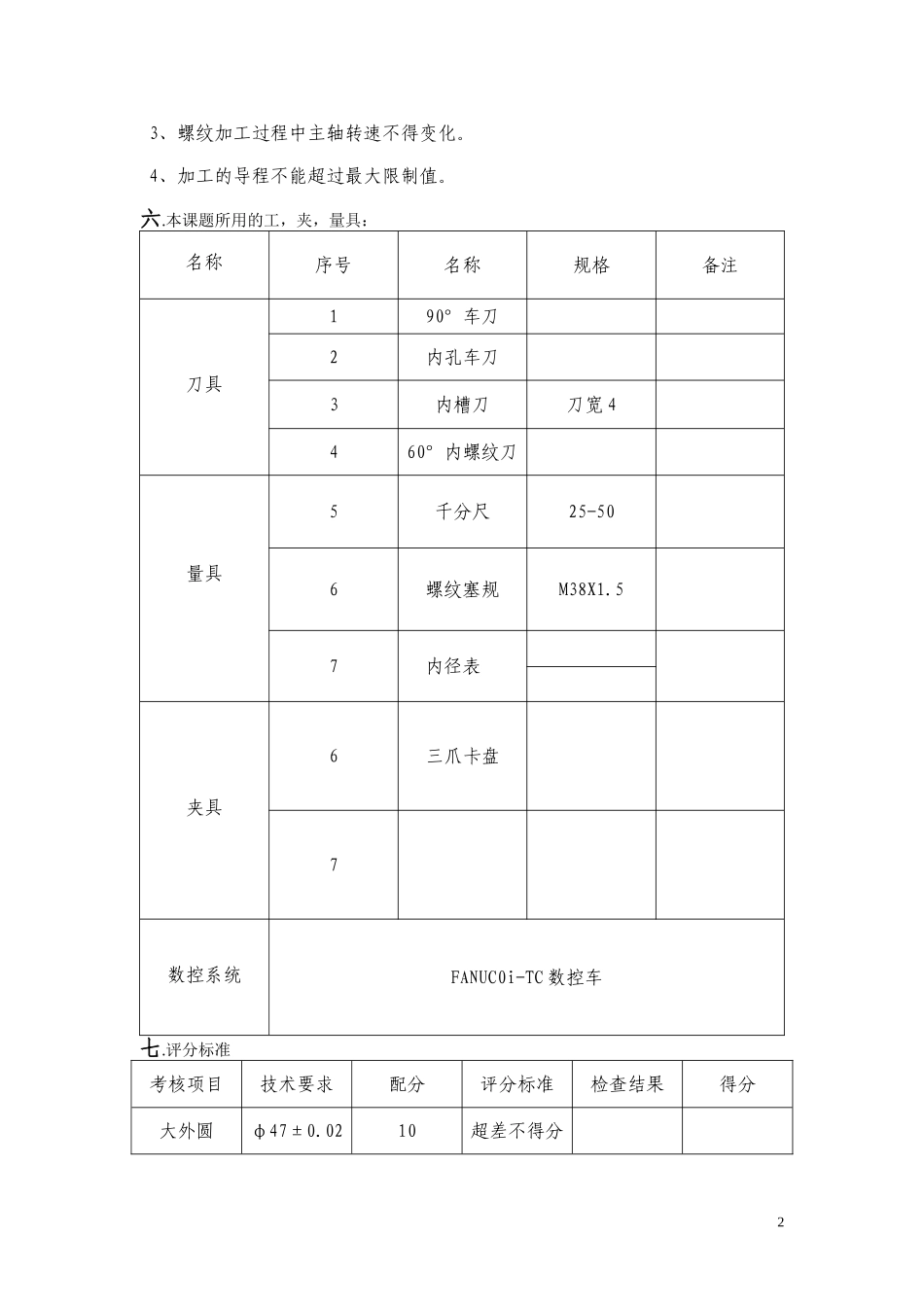
本课题所用的工,夹,量具:名称序号名称规格备注刀具190°车刀2内孔车刀3内槽刀刀宽4460°内螺纹刀量具5千分尺25-506螺纹塞规M38X1
57内径表夹具6三爪卡盘7数控系统FANUC0i-TC数控车七
评分标准考核项目技术要求配分评分标准检查结果得分大外圆φ47±0
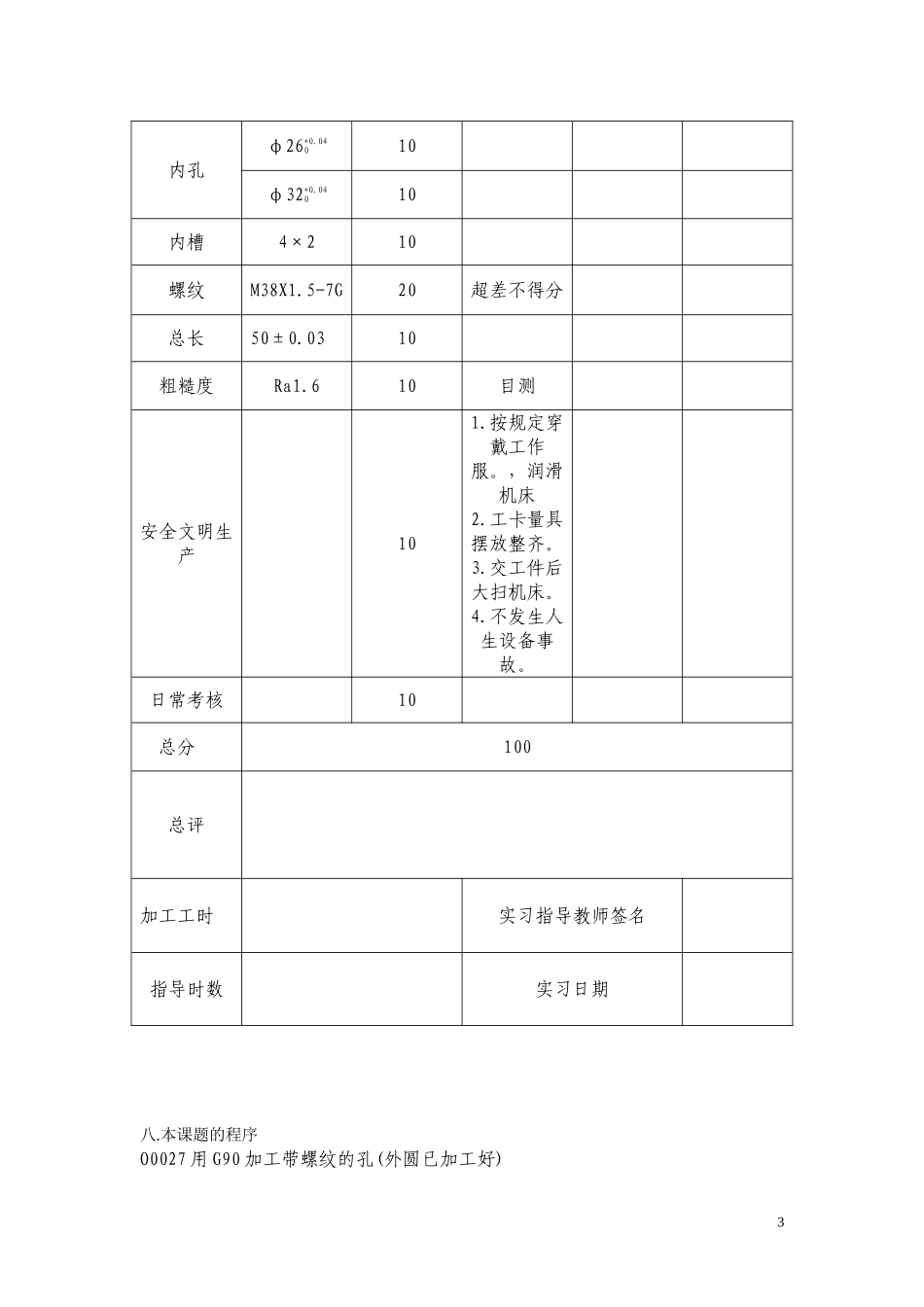
0210超差不得分2内孔φ26+0
04010φ32+0
04010内槽4×210螺纹M38X1
5-7G20超差不得分总长50±0
0310粗糙度Ra1
610目测安全文明生产101
按规定穿戴工作服
,润滑机床2
工卡量具摆放整齐
交工件后大扫机床
不发生人生设备事故
日常考核10总分100总评加工工时实习指导教师签