表面处理基本知识表面处理基本知识第第11页,共页,共1212页页前言用物理或化学方法来改变工件表面的状态,通过去除或添加一定的材料对工件表面进行一定的处理,从而获得所需要的一些表面的性能,如除油,防锈,装饰,抗氧化等等统称表面处理
由于表面处理种类较多且受篇幅限制,仅对以下几种我司常见的表面处理作基本介绍
第一章拉丝拉丝是一种砂带磨削加工,通过砂带对金属表面进行磨削加工,以去除金属表面缺陷,并形成具有一定粗糙度,纹路均匀的装饰表面
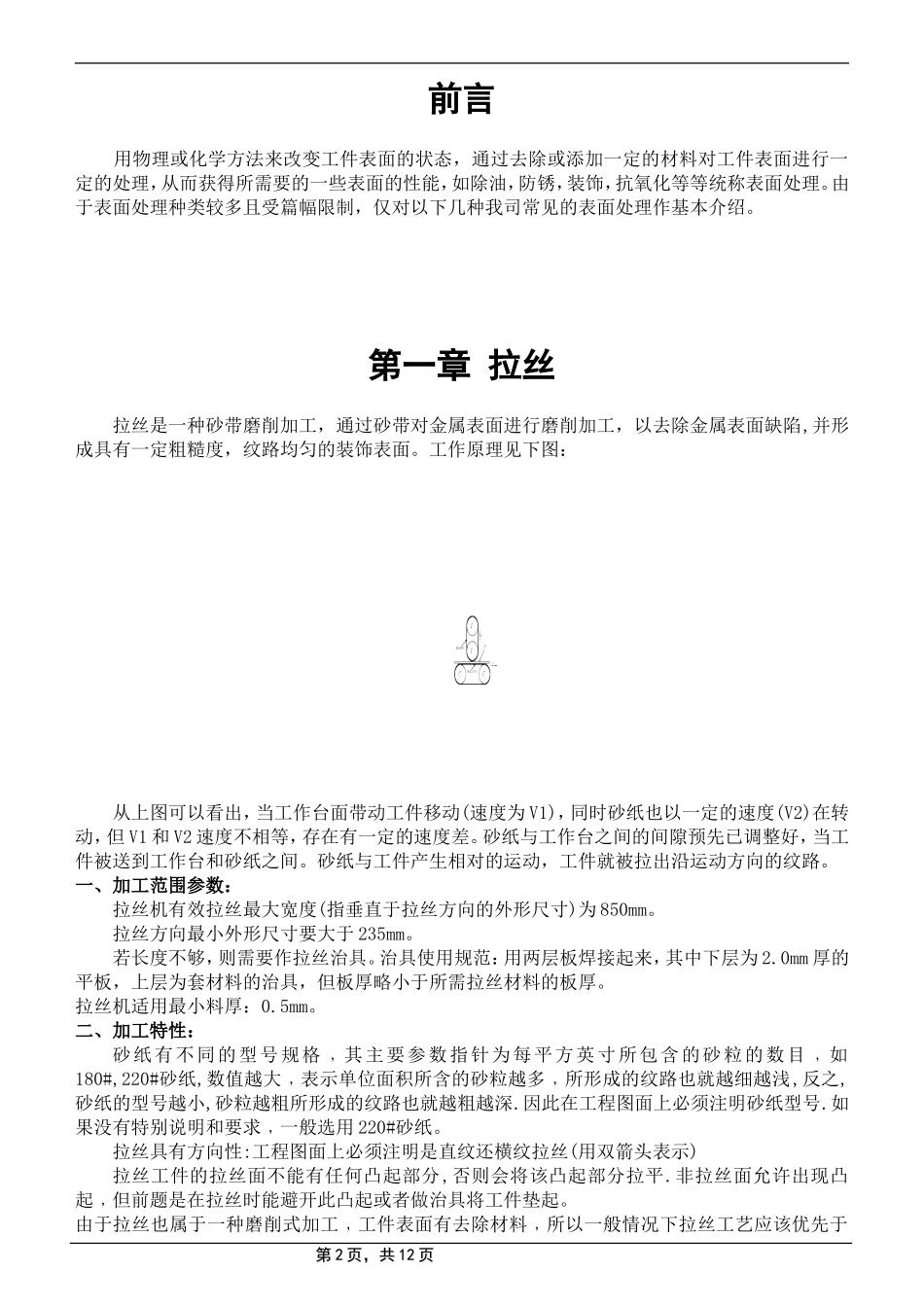
工作原理见下图:从上图可以看出,当工作台面带动工件移动(速度为V1),同时砂纸也以一定的速度(V2)在转动,但V1和V2速度不相等,存在有一定的速度差
砂纸与工作台之间的间隙预先已调整好,当工件被送到工作台和砂纸之间
砂纸与工件产生相对的运动,工件就被拉出沿运动方向的纹路
一、加工范围参数:拉丝机有效拉丝最大宽度(指垂直于拉丝方向的外形尺寸)为850mm
拉丝方向最小外形尺寸要大于235mm
若长度不够,则需要作拉丝治具
治具使用规范:用两层板焊接起来,其中下层为2
0mm厚的平板,上层为套材料的治具,但板厚略小于所需拉丝材料的板厚
拉丝机适用最小料厚:0
二、加工特性:砂纸有不同的型号规格﹐其主要参数指针为每平方英寸所包含的砂粒的数目﹐如180#,220#砂纸,数值越大﹐表示单位面积所含的砂粒越多﹐所形成的纹路也就越细越浅,反之,砂纸的型号越小,砂粒越粗所形成的纹路也就越粗越深
因此在工程图面上必须注明砂纸型号
如果没有特别说明和要求﹐一般选用220#砂纸
拉丝具有方向性:工程图面上必须注明是直纹还横纹拉丝(用双箭头表示)拉丝工件的拉丝面不能有任何凸起部分,否则会将该凸起部分拉平
非拉丝面允许出现凸起﹐但前题是在拉丝时能避开此凸起或者做治具将工件垫起
由于拉丝也属于一种磨削式加工﹐工件表面有去除材料﹐所以一般情况下拉丝工艺应该优先于第第