实验五奥亚膨胀度的测定一、实验目的1、了解测定奥亚膨胀度的意义;2、掌握奥亚膨胀度测定的方法
二、实验原理将试验煤样按规定方法制成一定规格的煤笔,放在一根标准口径的管子(膨胀管)内,其上放置一根能在管内自由滑动的钢杆(膨胀杆)
将上述装置放在专用的电炉内,以规定的升温速度进行加热记录膨胀杆的位移曲练
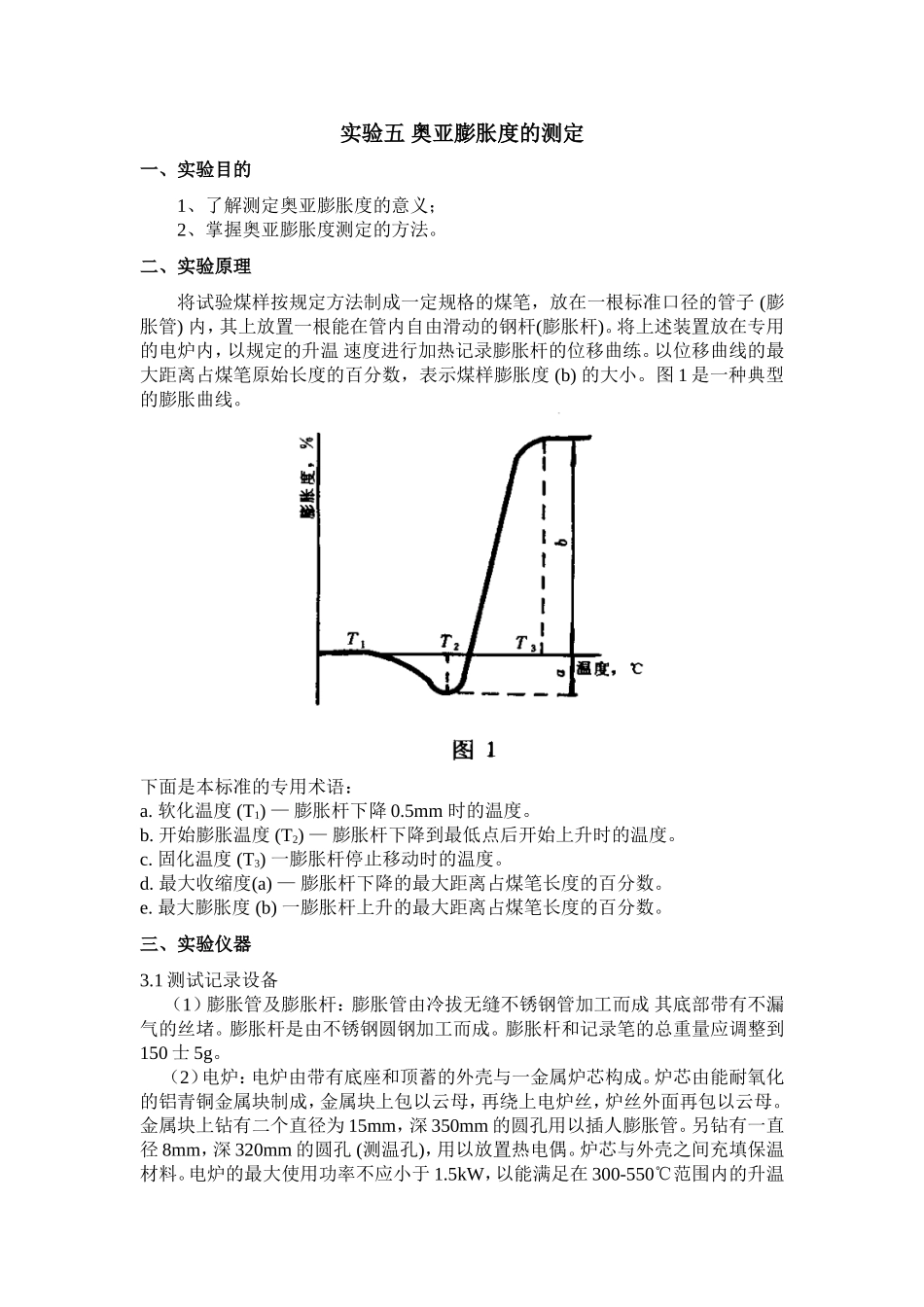
以位移曲线的最大距离占煤笔原始长度的百分数,表示煤样膨胀度(b)的大小
图1是一种典型的膨胀曲线
下面是本标准的专用术语:a
软化温度(T1)—膨胀杆下降0
5mm时的温度
开始膨胀温度(T2)—膨胀杆下降到最低点后开始上升时的温度
固化温度(T3)一膨胀杆停止移动时的温度
最大收缩度(a)—膨胀杆下降的最大距离占煤笔长度的百分数
最大膨胀度(b)一膨胀杆上升的最大距离占煤笔长度的百分数
三、实验仪器3
1测试记录设备(1)膨胀管及膨胀杆:膨胀管由冷拔无缝不锈钢管加工而成其底部带有不漏气的丝堵
膨胀杆是由不锈钢圆钢加工而成
膨胀杆和记录笔的总重量应调整到150士5g
(2)电炉:电炉由带有底座和顶蓄的外壳与一金属炉芯构成
炉芯由能耐氧化的铝青铜金属块制成,金属块上包以云母,再绕上电炉丝,炉丝外面再包以云母
金属块上钻有二个直径为15mm,深350mm的圆孔用以插人膨胀管
另钻有一直径8mm,深320mm的圆孔(测温孔),用以放置热电偶
炉芯与外壳之间充填保温材料
电炉的最大使用功率不应小于1
5kW,以能满足在300-550℃范围内的升温速度不低于5℃/min
电炉的使用温度为0-600℃
电炉丝的圈数(自上至下):最初10mm无炉丝后50mm20圈;后300mm52圈;后30mm10圈(用直色0
0mm的镍铬丝)最后10mm无炉丝
电炉的温度场必须均匀
从膨胀管底部往上180mm一段内平均温差应符合下列要求:0-120mm一段:±3℃,120-180m