1刀具材料及镗、铣刀具介绍及选刀具材料及镗、铣刀具介绍及选择择主讲人:吴峰2内容提要1
刀具几何参数2
常用刀具材料3
镗、铣刀具介绍及选择31
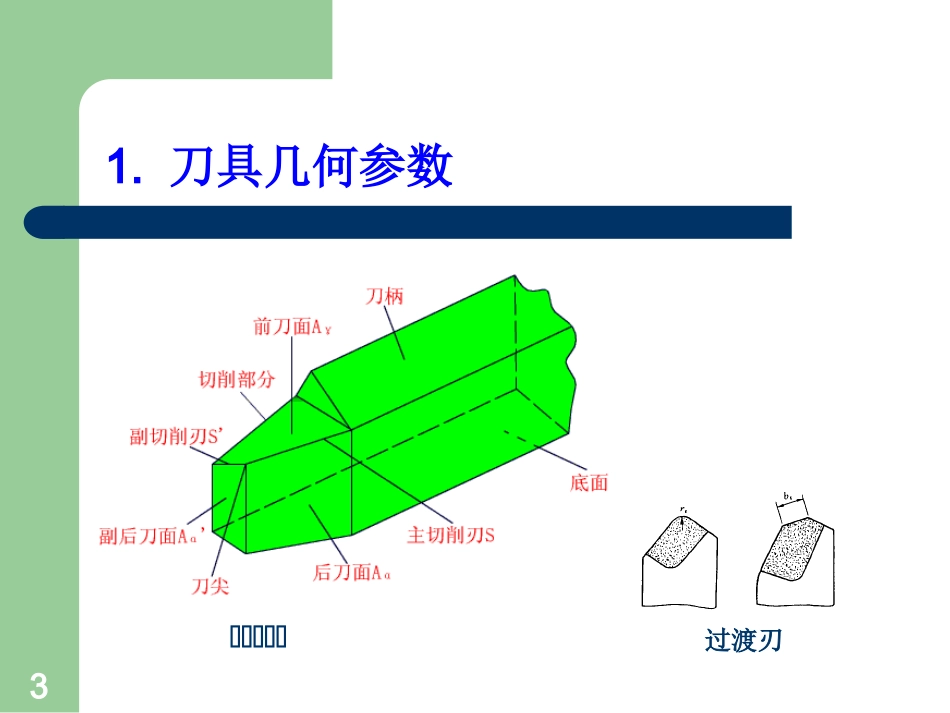
刀具几何参数刀刀刀刀刀过渡刃41
1刀具角度参考系切削平面----通过切削刃选定点与切削刃相切并垂直于基面的平面
基面----通过切削刃选定点垂直于合成切削速度方向的平面
在刀具静止参考系中,它是过切削刃选定点的平面,平行或垂直于刀具在制造、刃磨和测量时适合于安装或定位的一个平面或轴线,一般说来其方位要垂直于假定的主运动方向
法平面Pn----通过切削刃选定点并垂直于切削刃的平面
5主剖面标注坐标系(正交剖面系)6主剖面标注坐标系(正交剖面系)7主剖面标注坐标系(正交剖面系)81
2刀具的角度1*前角:基面和前刀面的夹角
是刀具的锋利程度
我们把铁屑流经过的面成为前刀面
2*后角:切削平面和后刀面的夹角
主要影响摩擦和刀具强度
3*主偏角:主切削刃和刀具进给方向的夹角
影响刀具的强度,和影响背向力,主偏角减小,背向力越大,机床的消耗率也越大,并且主偏角还会影响表面粗糙度
4*副偏角、副切削刃与进给方向的反方向的夹角即为副偏角
同样影响强度,摩擦,以及表面粗糙度
5*刃倾角:是控制流屑的方向
主切削刃和基面的夹角
9刃倾角对切屑流向的影响102
常用刀具材料刀具的基本性能:1、硬度和耐磨性(>HRC60)2、强度和韧性3、耐热性(热硬性)4、化学稳定性5、工艺性和经济性111、高速钢(1)通用型高速钢:钨系高速钢、钼系高速钢主要用于一般材料的常规加工(2)高性能高速钢:钴高速钢、铝高速钢主要用于难加工材料的加工122、硬质合金金属碳化物(WC、TiC、TaC、NbC等)+金属粘结剂(Co、Ni等)高压成形后,高温烧结而成
硬度、耐热性、耐磨性很高,切削速度远高于高速钢抗弯强度低、脆性大,抗冲击振动性能差13刀刀YG