页脚内容4深圳市项兵电子有限公司页文件编号:MR-WI-生产版本号:A/0数:1of5铳床作业指导书页脚内容4签名页眉内容铳床作铣床操机机机铣床操机铣床操机质规确铣床操机准铣床操机铣床操机机铣床操机质量7铣床操机铳品确产品品质/铣床操机品1
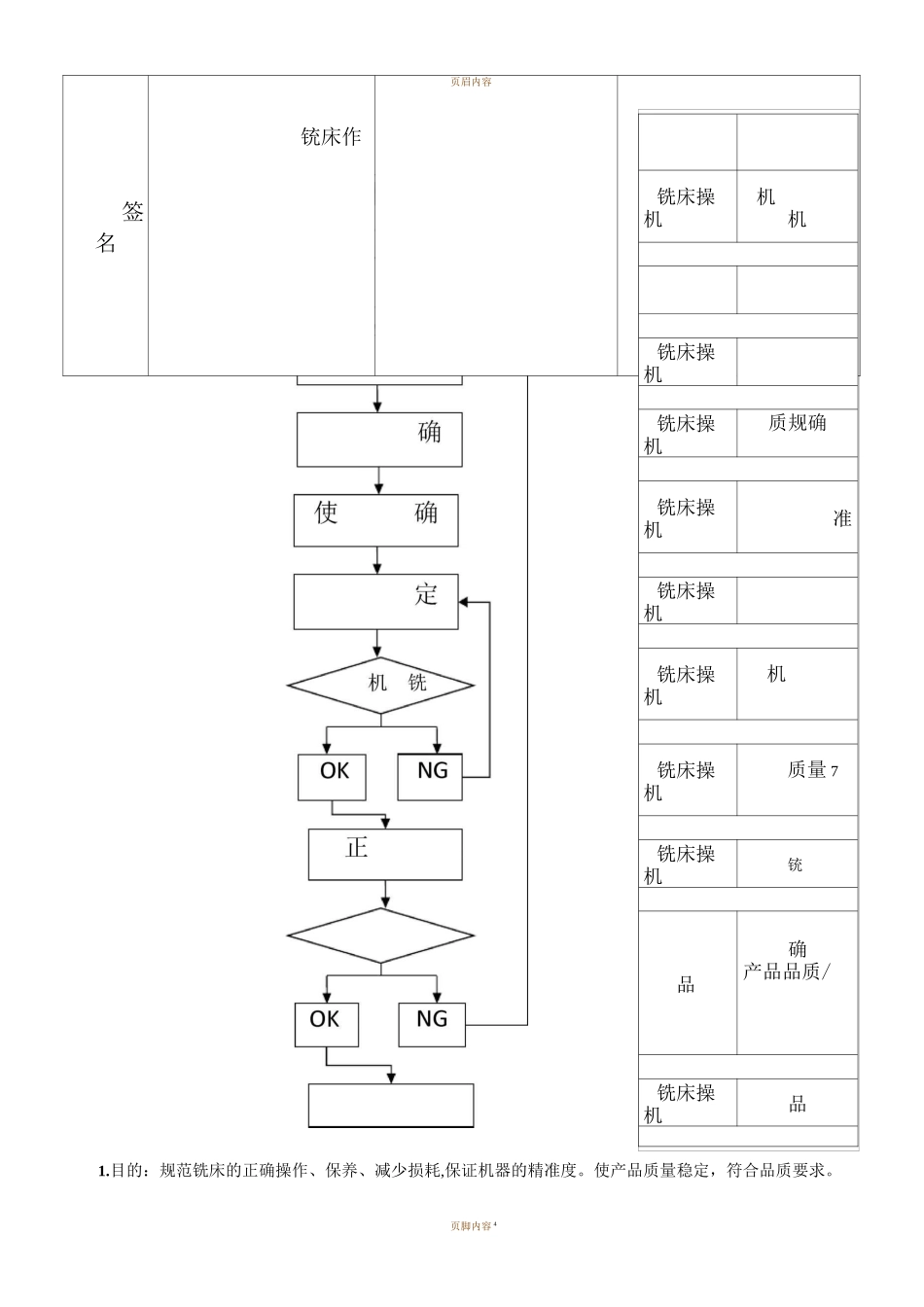
目的:规范铣床的正确操作、保养、减少损耗,保证机器的精准度
使产品质量稳定,符合品质要求
页脚内容4页眉内页脚内容42
范围:适用于本公司铣床的正确操作管理
1铣床操机负责铣床的具体操作,加工参数的设定与校准,以及日常保养维护
2制造主管负责对铣床操机进行生产计划安排,加工零件不良分析确认
以及改善对策的落实跟进
1开机准备4
1开机前先检查机器周围有无障碍物品存在,认真做好设备的加油润滑工作,确保能夠正常使用
2开机前认真检查设备的各部位、手柄、变速排挡,确保处在合理位置,发现故障应及时修理
2查看工单排程4
1制造主管依据计划排程的优先顺序和订单交期紧急情况,以及材料的准备情况安排铣床生产
3确认图纸文件4
1铣床操机接到2D加工图纸后,应及时确认图纸各尺寸标注是否齐全,如有疑问及时沟通解决
4加工材料确认4
1加工时根据工单上材质的要求选用合适材料,注意材料的利用率,小面积加工必须使用余料
5使用刀具确认4
1加工时根据工艺要求选择合适的刀具
面铣刀、立铣刀应用于平面加工;键槽铣刀,三面刃盘铣刀应用于键槽与台阶加工;牛鼻铣刀粗铣,球头刀精铣应用于三维曲面加工
2加工不锈钢材料时选用飞刀粒和涂层合金刀,最好用涂黄色涂层的合金刀粒加工
加工时要慢速走刀,采用逆铣方式从加工层向硬皮切削
3加工铝表面时选用钨钻钛类硬质合金(P类)铣刀
使用白钢刀加工最好,加工的光洁度比使用硬质合金刀加工的要高
快到尺寸时留20丝光刀,采用快速顺铣方式可避免粘刀