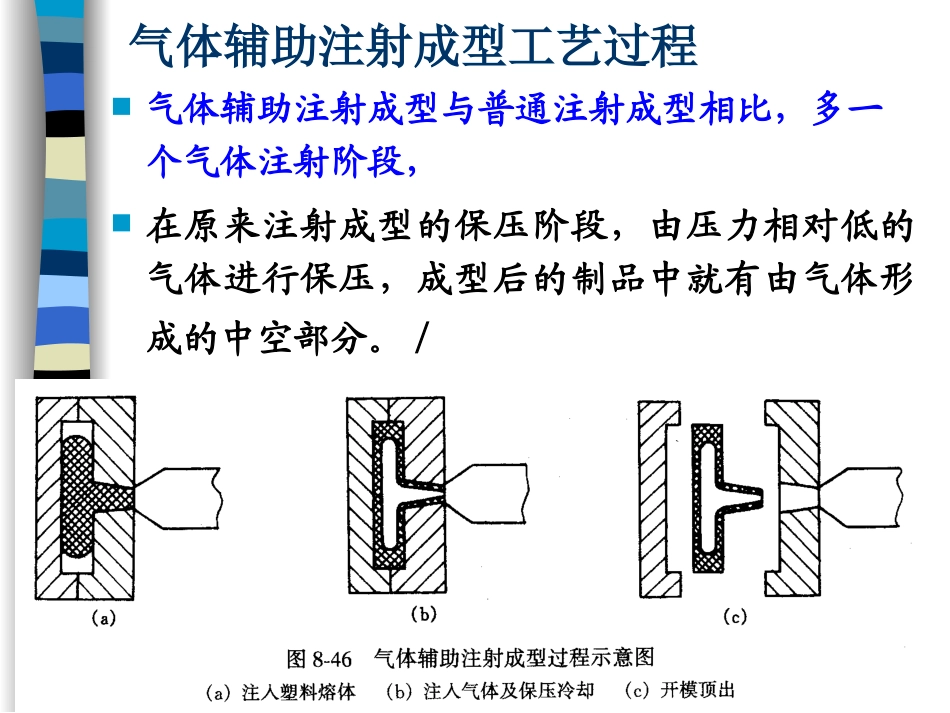
气体辅助注射成型气体辅助注射成型气体辅助注射成型工艺过程气体辅助注射成型与普通注射成型相比,多一个气体注射阶段,在原来注射成型的保压阶段,由压力相对低的气体进行保压,成型后的制品中就有由气体形成的中空部分
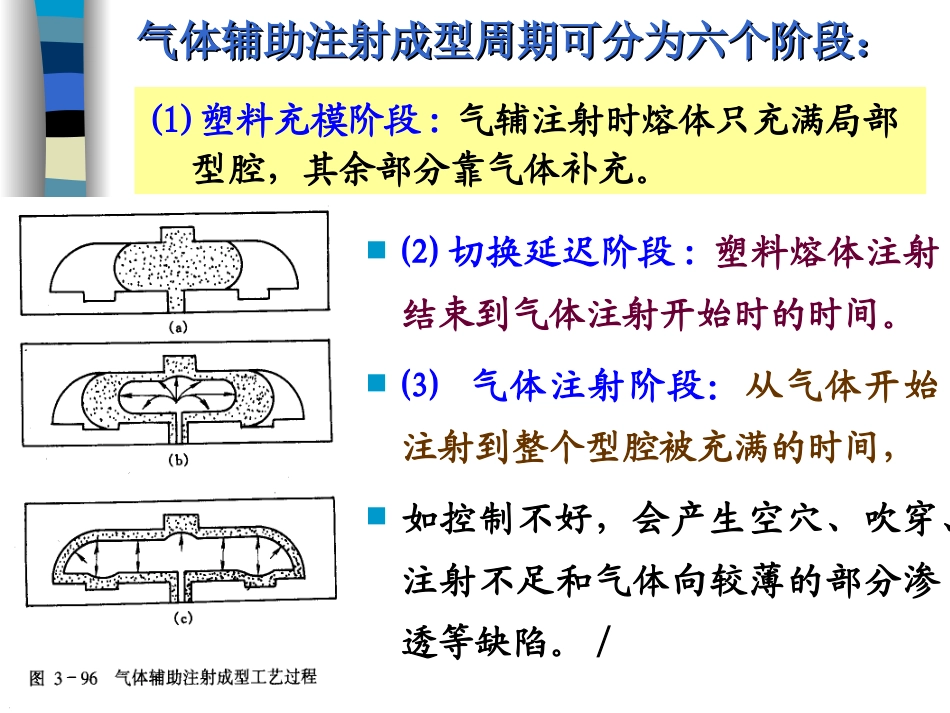
/气体辅助注射成型周期可分为六个阶段:气体辅助注射成型周期可分为六个阶段:⑵切换延迟阶段:塑料熔体注射结束到气体注射开始时的时间
⑶气体注射阶段:从气体开始注射到整个型腔被充满的时间,如控制不好,会产生空穴、吹穿、注射不足和气体向较薄的部分渗透等缺陷
/(1)塑料充模阶段:气辅注射时熔体只充满局部型腔,其余部分靠气体补充
⑸气体释放阶段:使气体入口压力降到零
⑹冷却开模阶段:将制品冷却到具有一定刚度和强度后开模取出制品
/⑷保压阶段:熔体内气体压力保持不变或略有上升使气体在塑料内部继续穿透,以补偿塑料冷却引起的收缩
气体辅助注射成型设备气体辅助注射成型设备气体辅助注射成型是通过在注射成型机上增设气辅装置和气体喷嘴实现的
⑴、注射机要求注射机的注射量和注射压力有较高的精度,在±0
⑵.气辅装置由气泵、高压气体发生器、气体控制单元和气体回收装置组成
/⑶.气体喷嘴有两类:一类是主流道式喷嘴,即塑料熔体和气体同一个喷嘴,塑料熔体注射结束后,喷嘴切换到气体通路上实现气体注射;另一类是气体通路专用喷嘴
/气体辅助注射成型方法气体辅助注射成型方法⑴、标准成型法先向模腔注入准确计量的塑料熔体,再通过浇口和流道注入压缩空气,推动熔体充满模腔保压、冷却、开模、取出制品
exe⑵.副腔成型法在模腔之外设置一可与型腔相通的副型腔,气体的穿透作用使多余出来的熔体流入副型腔/气辅之2
exe⑶.熔体回流法与副腔成型法类似,气体注入时多余的熔体流回注射机的料筒
exe⑷.活动型芯法在模腔中设置