第六章大批量生产的自动化生产线从1924年英国建立和使用了第一条自动生产线起,自动线在机械工业中的应用已有几十年的历史
采用自动输送装置,将若干台自动机床按工序顺序的排列联成一个整体,并用控制系统按规定的工艺程序来自动操纵工件的输送、定位、夹紧和机械加工的生产线称为机械加工自动化生产线,简称自动线
在自动线中,工件以一定的生产节拍,按照工艺顺序自动地经过各个工位,在不需人直接参与的情况下,自动完成预定的工艺过程,最后加工成合格的产品
使用自动线生产,能显著提高劳动生产率;大大减轻工人劳动强度,改善劳动条件;减少操作工人数量,降低产品的工艺成本;有利于保证和稳定产品质量
它是大量大批生产自动化的主要方式
随着科学的进步,特别是数控技术、计算机技术在机械工业生产中的广泛采用,大批大量生产的刚性自动线正朝着柔性自动线方向发展
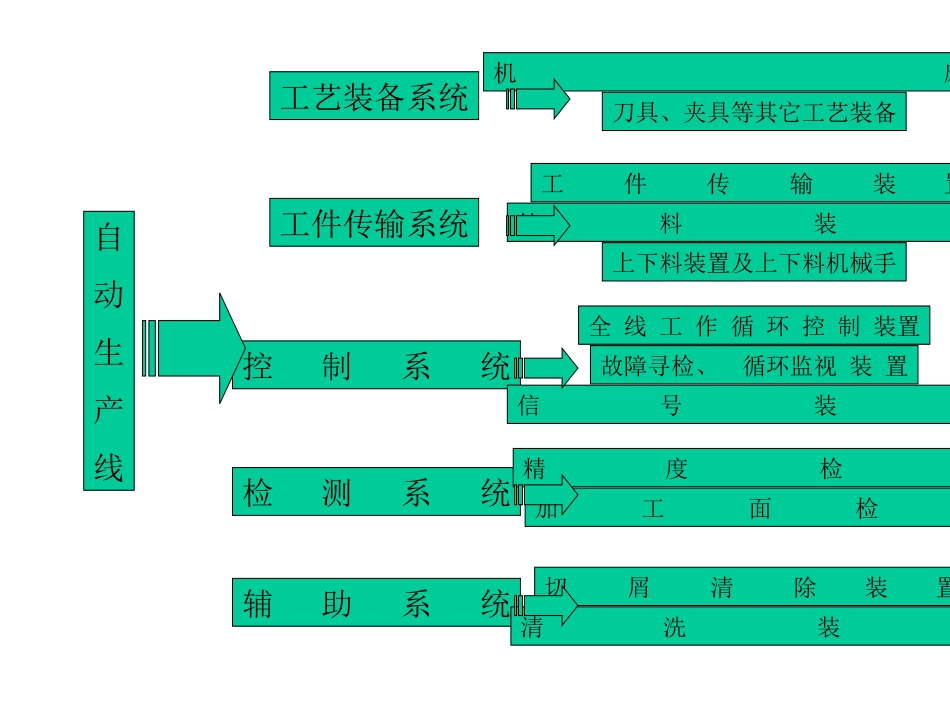
第一节自动线的组成和类型一、自动线的组成自动线基本上是由工艺装备、工件传输系统、控制系统、检测系统和辅助系统等组成
1,2,7—组合机床;3—转位;4—输送装置;5—输送传动装置;6—操纵台;8—转位鼓轮;9—夹具;10—切屑转送装置;11—液压站自动生产线工艺装备系统工件传输系统控制系统检测系统辅助系统机床刀具、夹具等其它工艺装备工件传输装置储料装置上下料装置及上下料机械手全线工作循环控制装置故障寻检、循环监视装置信号装置精度检测加工面检测切屑清除装置清洗装置二、自动线的类型机械加工自动线,可以有许多不同的分类方法
根据自动线布局形式可分为:直线排列的自动线、折线排列的自动线、框形封闭式自动线等
根据工件的输送方式可分为:用料槽输送的自动线、用机械手输送的自动线、用传送带输送的自动线、带随行夹具的自动线等
为了便于从某一方面分析和掌握自动线的特性与规律,也可按不同的特征进行分类
自动线的类型按工件外形和切削加工过程中工件运动状态分类旋转体零件加工自动线箱