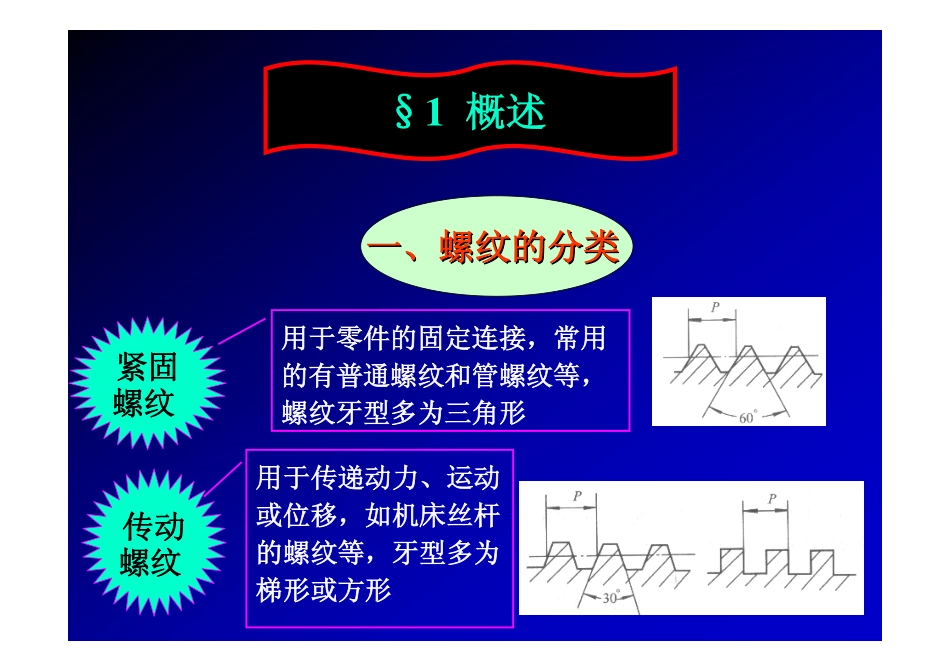
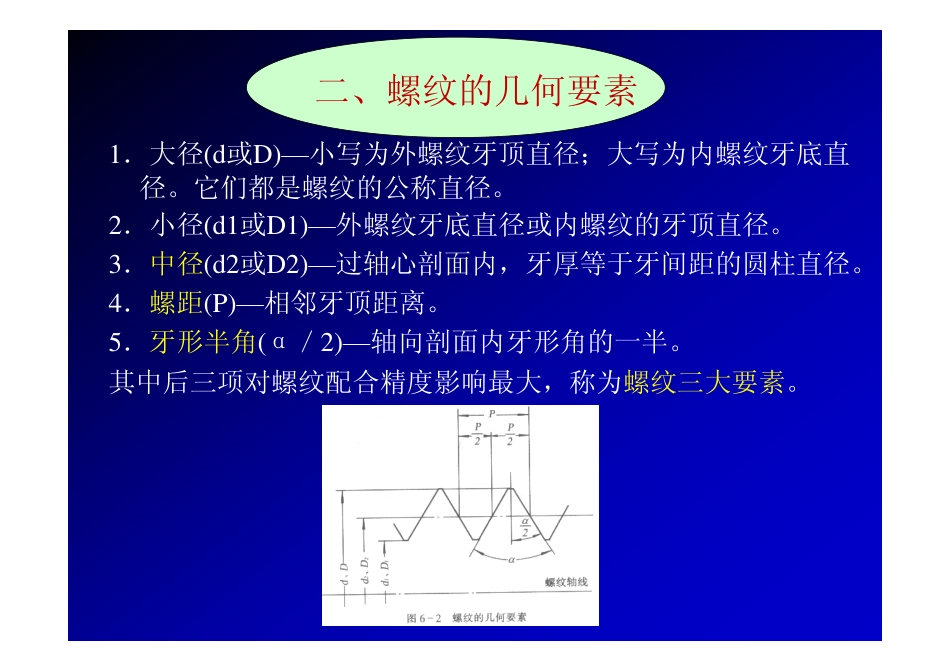
螺纹螺纹加工加工机械制造基础——第6章一、螺纹的分类一、螺纹的分类用于零件的固定连接,常用的有普通螺纹和管螺纹等,螺纹牙型多为三角形紧固螺纹用于传递动力、运动或位移,如机床丝杆的螺纹等,牙型多为梯形或方形传动螺纹§1概述1.大径(d或D)—小写为外螺纹牙顶直径;大写为内螺纹牙底直径
它们都是螺纹的公称直径
2.小径(d1或D1)—外螺纹牙底直径或内螺纹的牙顶直径
3.中径(d2或D2)—过轴心剖面内,牙厚等于牙间距的圆柱直径
4.螺距(P)—相邻牙顶距离
5.牙形半角(α/2)—轴向剖面内牙形角的一半
其中后三项对螺纹配合精度影响最大,称为螺纹三大要素
二、螺纹的几何要素例:外螺纹的标记:M10-5g6g-S其中5g是中径公差带代号,6g是大径公差带代号(数字代表精度等级,字母代表公差带位置),S是旋合长度代号(L为长,N为中,S为短)
螺纹一般标注形式三、螺纹的标记四、螺纹的四、螺纹的技术要求技术要求和其它类型的表面一样,也有一定的尺寸精度、形状精度、位置精度和表面质量要求对于紧固螺纹和无传动精度要求的传动螺纹,一般只要求螺纹的中径和顶径的精度对于有传动精度要求或用于计量的螺纹,除要求中径和顶径的精度外,还对螺距和牙形角有精度要求螺纹的螺纹的加工方法加工方法攻丝攻丝车螺纹车螺纹套扣套扣铣螺纹铣螺纹磨削螺纹磨削螺纹滚压螺纹滚压螺纹旋风铣螺纹§2螺纹加工方法及其特点车削常用于单件小批生产
为提高生产率,可采用下图所示的螺纹梳刀
其中的Kγ可使切削负荷均布在所有刀齿上,使刀具磨损均匀
一、螺纹的车削车削螺纹
flv车削螺纹视频思考题:1
螺纹的三要素是指什么
车削时如何控制螺纹三要素的制造误差
在车床上车制螺纹时,为什么车刀前角通常为零度
为什么车刀刀刃应与工件中心线等高
铣削生产率比车削高可采用盘形铣刀、梳形铣刀加工,后者生产率高
二、螺纹的铣削•旋风铣削螺纹•旋风铣削螺