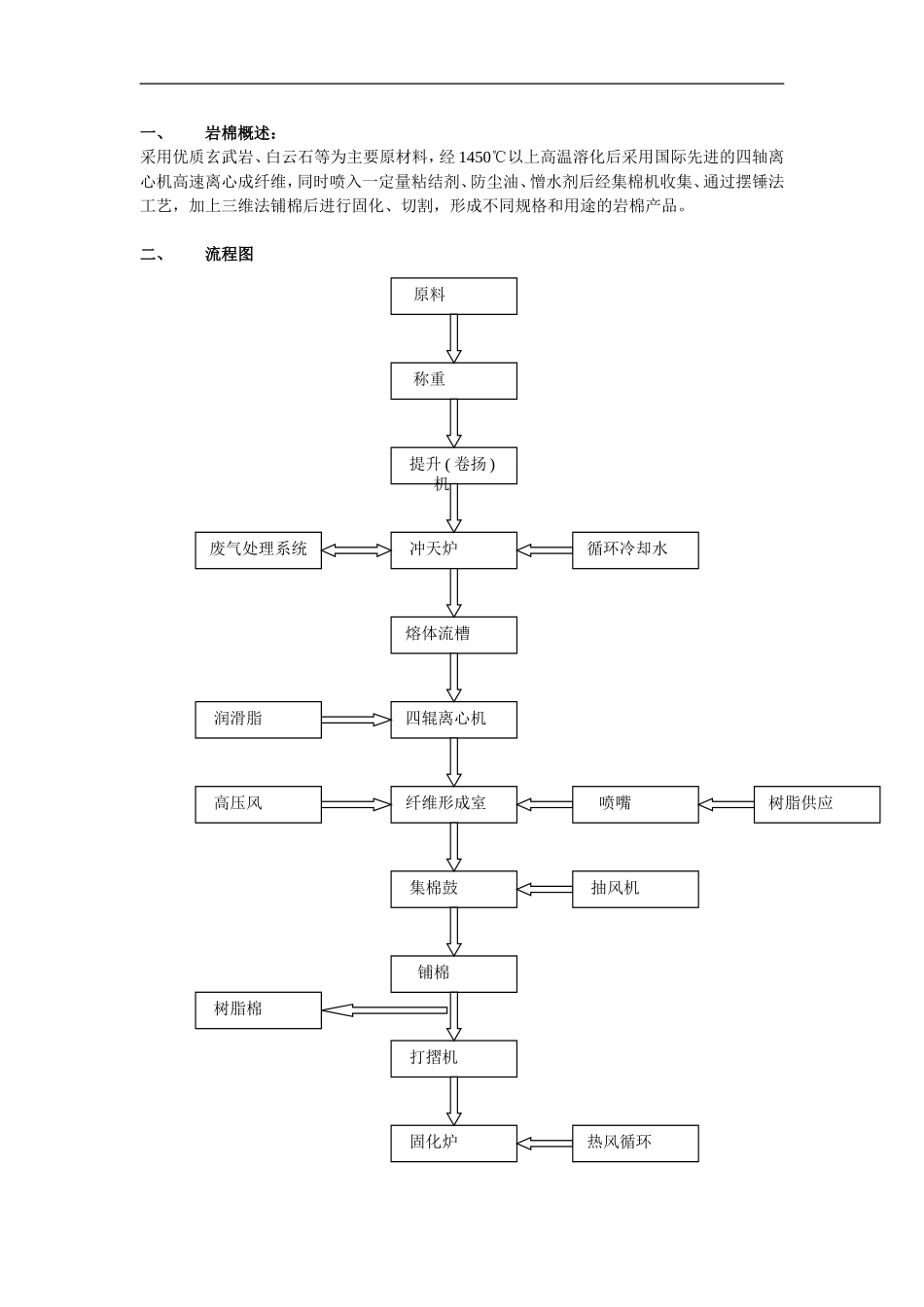
一、岩棉概述:采用优质玄武岩、白云石等为主要原材料,经1450℃以上高温溶化后采用国际先进的四轴离心机高速离心成纤维,同时喷入一定量粘结剂、防尘油、憎水剂后经集棉机收集、通过摆锤法工艺,加上三维法铺棉后进行固化、切割,形成不同规格和用途的岩棉产品
二、流程图原料称重提升(卷扬)机冲天炉循环冷却水熔体流槽四辊离心机润滑脂纤维形成室喷嘴树脂供应高压风集棉鼓抽风机铺棉打摺机树脂棉固化炉废气处理系统热风循环三、操作规程1)生产前准备:电气水正常
原料供应,树脂供应正常
组态软件正常
加密狗有插入各个系统手动运行正常
包括燃烧炉和固化炉点火升温正常
2)自动配料投料系统自动配料投料系统用来给冲天炉按照配方提供原料
实现自动批次加料
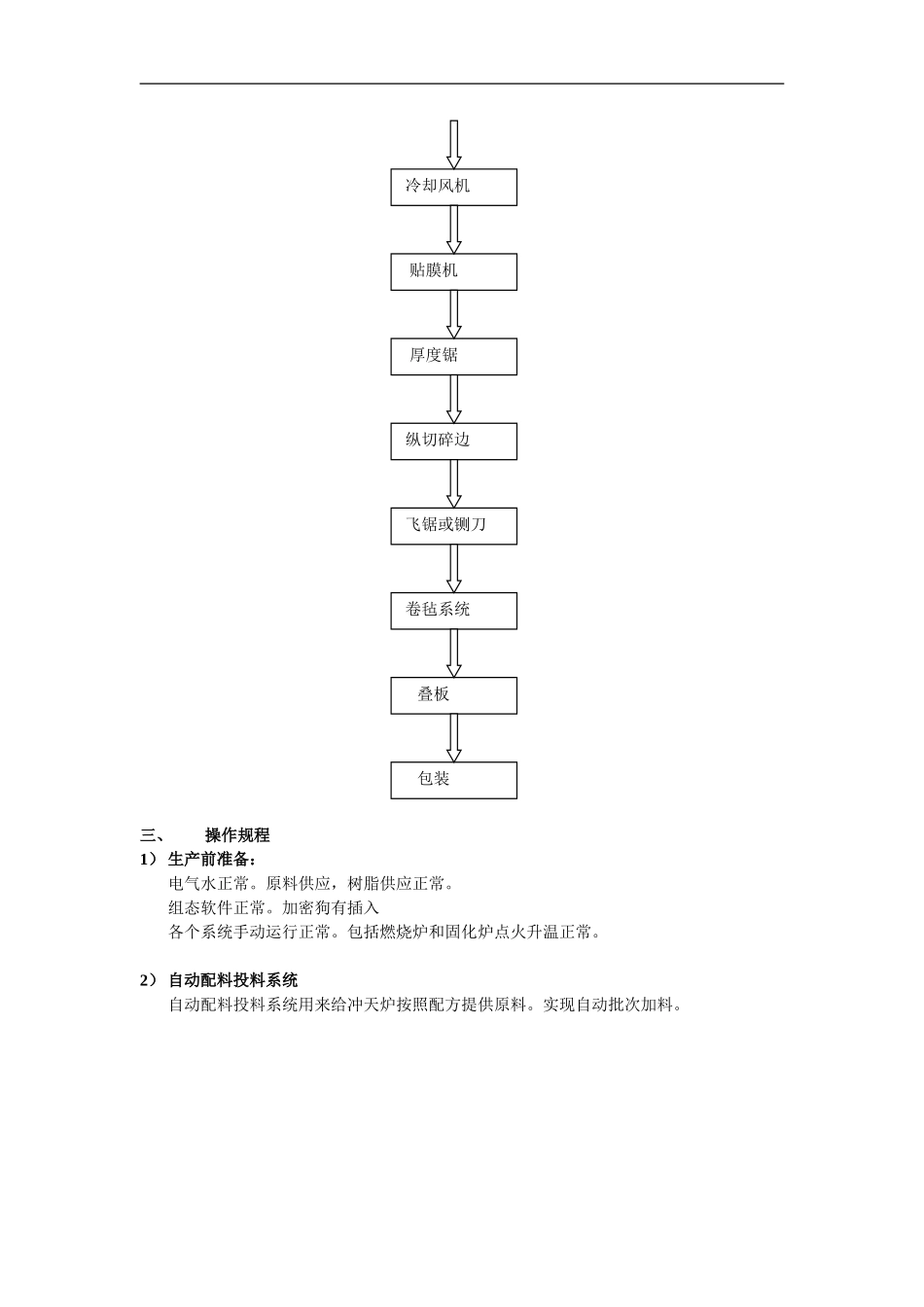
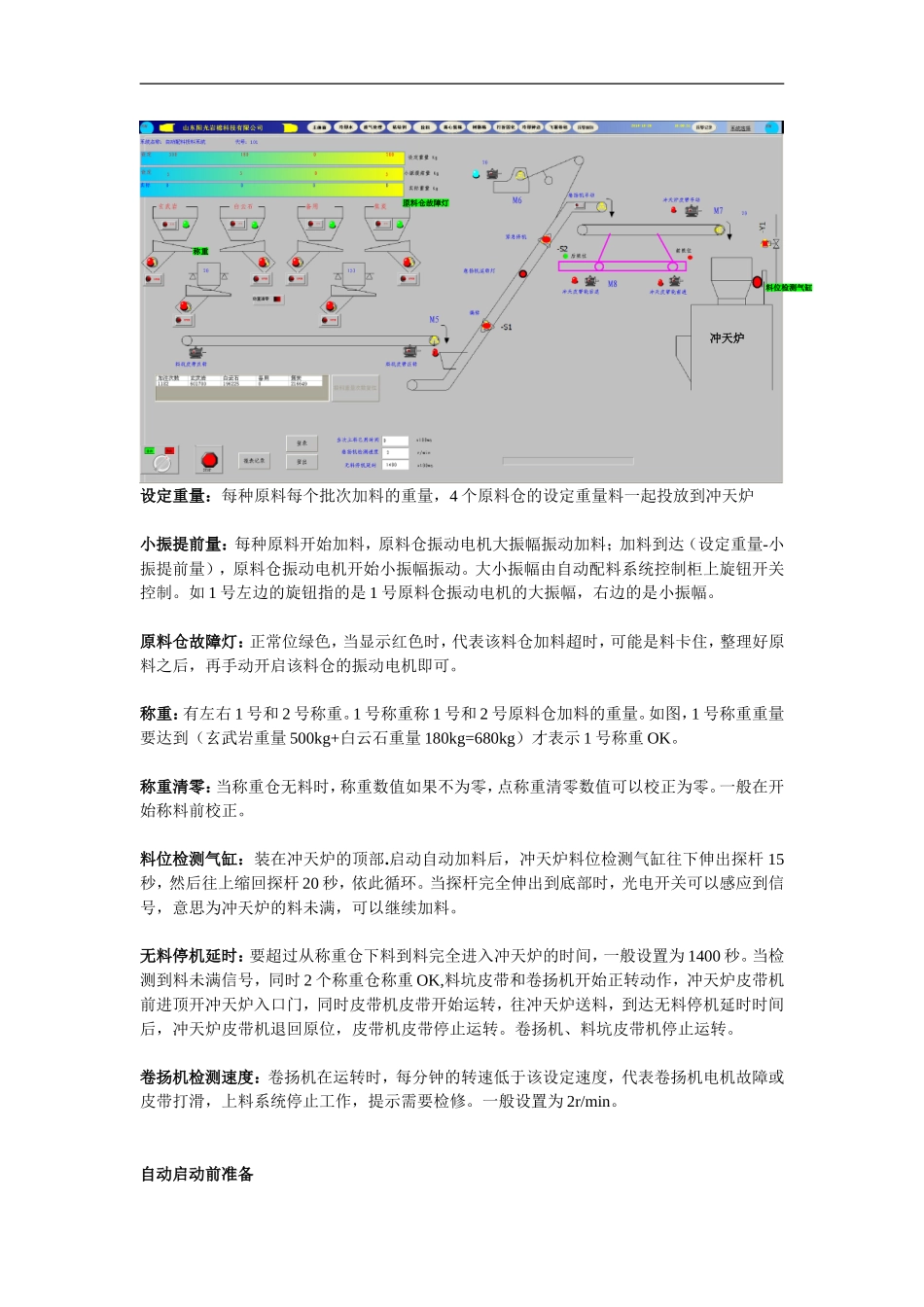
冷却风机贴膜机厚度锯纵切碎边飞锯或铡刀卷毡系统叠板包装设定重量:每种原料每个批次加料的重量,4个原料仓的设定重量料一起投放到冲天炉小振提前量:每种原料开始加料,原料仓振动电机大振幅振动加料;加料到达(设定重量-小振提前量),原料仓振动电机开始小振幅振动
大小振幅由自动配料系统控制柜上旋钮开关控制
如1号左边的旋钮指的是1号原料仓振动电机的大振幅,右边的是小振幅
原料仓故障灯:正常位绿色,当显示红色时,代表该料仓加料超时,可能是料卡住,整理好原料之后,再手动开启该料仓的振动电机即可
称重:有左右1号和2号称重
1号称重称1号和2号原料仓加料的重量
如图,1号称重重量要达到(玄武岩重量500kg+白云石重量180kg=680kg)才表示1号称重OK
称重清零:当称重仓无料时,称重数值如果不为零,点称重清零数值可以校正为零
一般在开始称料前校正
料位检测气缸:装在冲天炉的顶部
启动自动加料后,冲天炉料位检测气缸往下伸出探杆15秒,然后往上缩回探杆20秒,依此循环
当探杆完全伸出到底部时,光电开关可以感应到信号,意思为冲天炉的料未满,可以继续加料
无料停机延时:要