机械闹钟的装配教案【授课学科】钟【授课教师】【授课安排】星期一【教学课题】机械闹钟的装配【教学目标】1
了解机械闹钟组成部件;2
掌握机械闹钟的装配;【教学重点】1
机械闹钟组成部件;2
机械闹钟的装配;【教学难点】机械闹钟的装配;【教学手段】讲授、多媒体演示【教学过程】1
复习巩固提问机械闹钟传动形式复习工作原理
演示机械闹钟工作过程和部件名称(动画)2
引入新课讲授机械闹钟的装配重点祥述一,传动轮系的装配传动轮系的装配俗称"拍机芯"(包括走时、闹时系统)
首先是将前夹板组件平放在专用的坐垫上,按前夹板上各轴孔的位置,先将四轮组件放在中心管的轴孔内
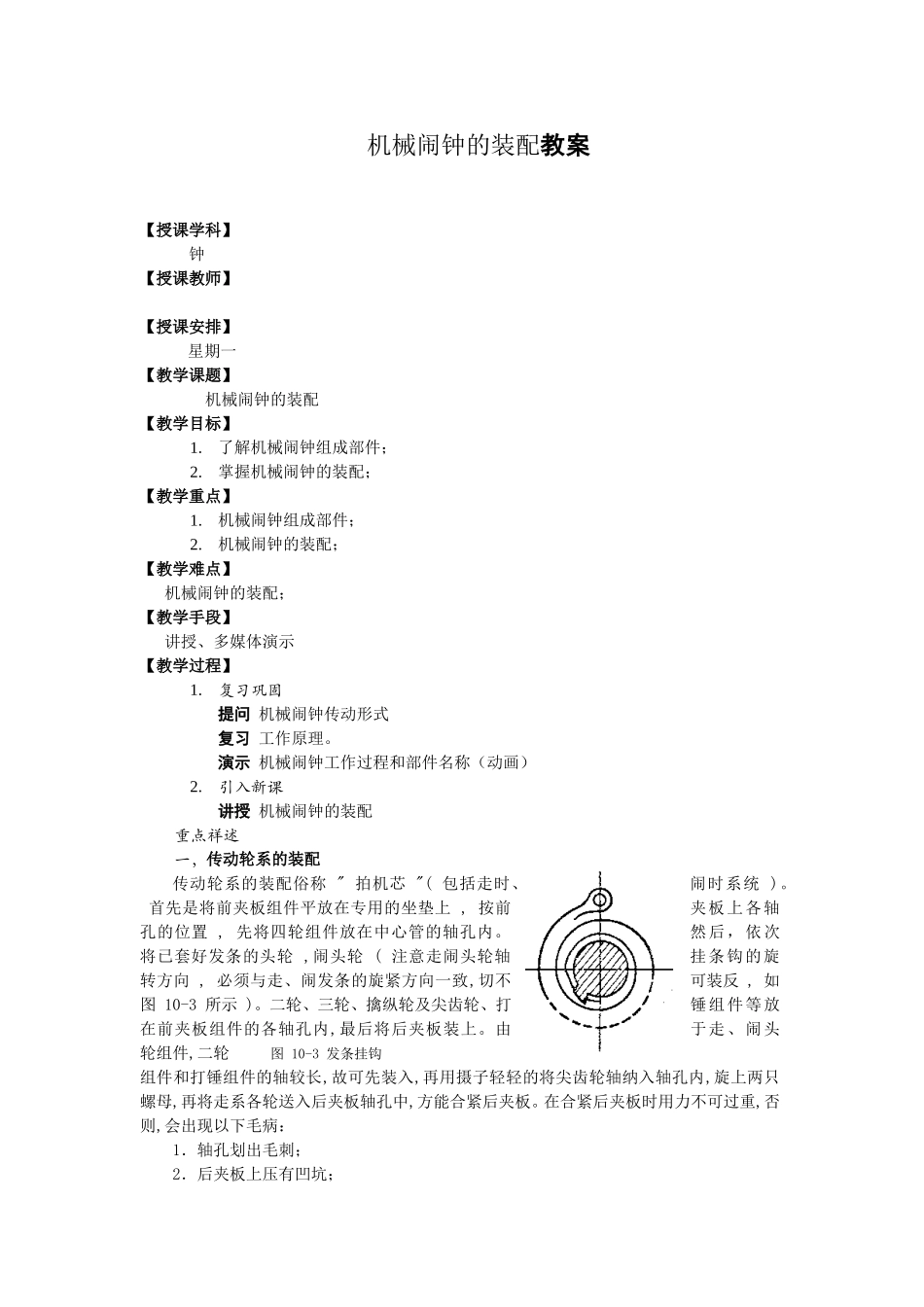
然后,依次将已套好发条的头轮,闹头轮(注意走闹头轮轴挂条钩的旋转方向,必须与走、闹发条的旋紧方向一致,切不可装反,如图10-3所示)
二轮、三轮、擒纵轮及尖齿轮、打锤组件等放在前夹板组件的各轴孔内,最后将后夹板装上
由于走、闹头轮组件,二轮图10-3发条挂钩组件和打锤组件的轴较长,故可先装入,再用摄子轻轻的将尖齿轮轴纳入轴孔内,旋上两只螺母,再将走系各轮送入后夹板轴孔中,方能合紧后夹板
在合紧后夹板时用力不可过重,否则,会出现以下毛病:1.轴孔划出毛刺;2.后夹板上压有凹坑;3.用力过重时,还会将轴颈挤弯,使轴转动不灵活;当后夹板合紧后,还需在以下两点进行检查:1.轻微地推动二轮,走时轮系应传动灵活,不可有显著的噪声和跳动感觉;2
检查各轮轴在夹板内的轴向间隙(也叫窜动或锋头),用镊子轻轻提一下每个齿轮的轴向间隙大小,一般为0
最后将夹板螺母拧紧(靠近游丝外桩处的一个螺母暂不拧紧)
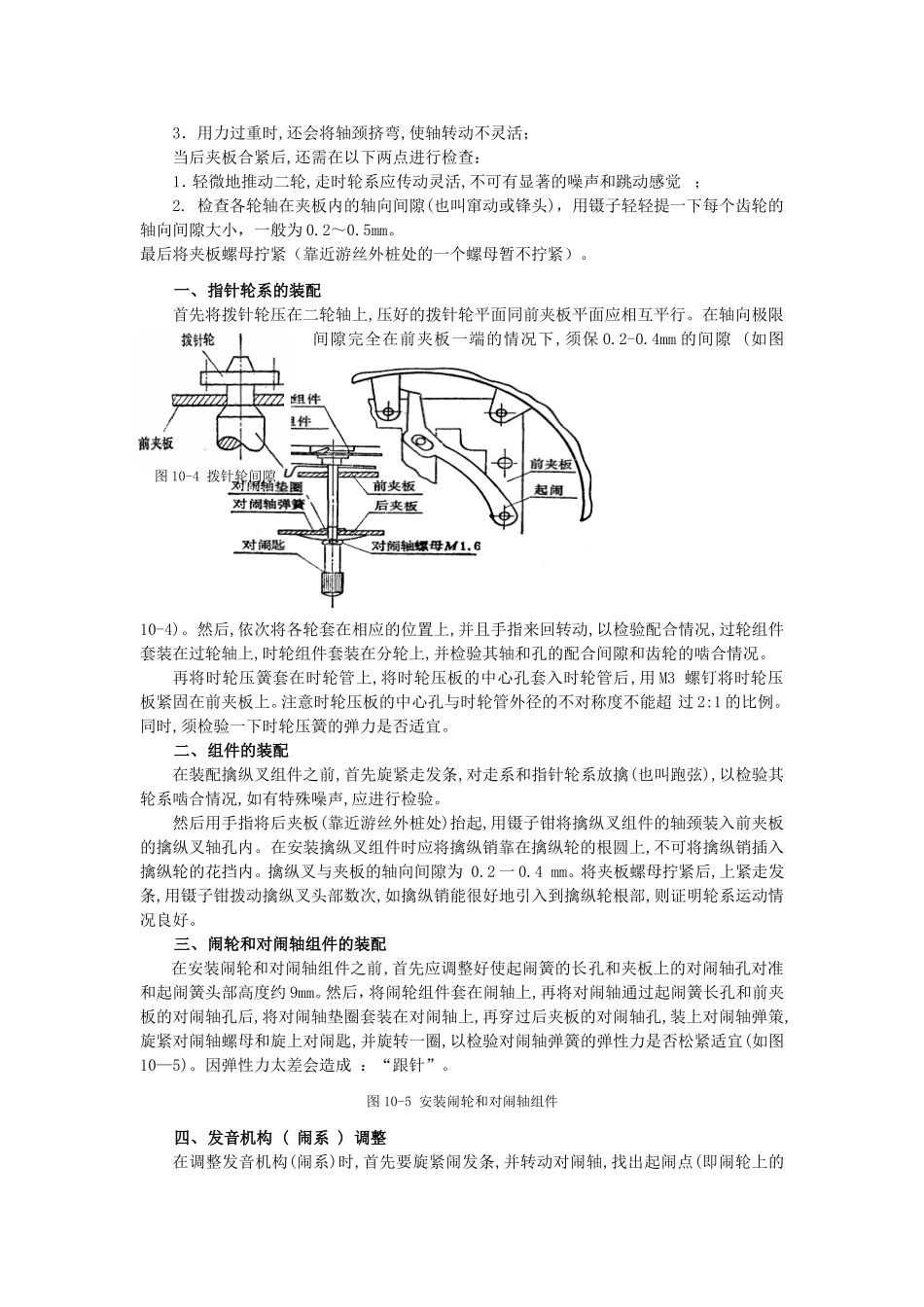
一、指针轮系的装配首先将拨针轮压在二轮轴上,压好的拨针轮平面同前夹板平面应相互平行
在轴向极限间隙完全在前夹板一端的情况下,须保0
4mm的间隙(如图10-4)
然后,依次将各轮套在相应的位置上,并且手指来回转动,以检验配合