啤酒《酿酒师》职业资格培训教材二级《酿酒师》第二章麦汁制备第一节麦汁制备工艺条件的控制一、学习目标了解糖化工艺的制定原则,能针对原料、啤酒品种制定糖化工艺;了解麦汁制备过程中的工艺检查点,了解麦汁制备设备的结构特征,级根据工艺方案计算糖化各段水量和麦汁浓度(如水比、洗糟水量、原麦汁浓度、满锅浓度)二、相关知识及生产技术管理方法1、糖化工艺控制点糖化是一个生化变化过程,在此过程中,应提供一切可能的技术条件来发挥麦芽中各种酶的最适作用
但是这些酶的最适作用条件并不完全一致,因此要运用其综合性的有利条件,使制成的麦汁达到质量要求
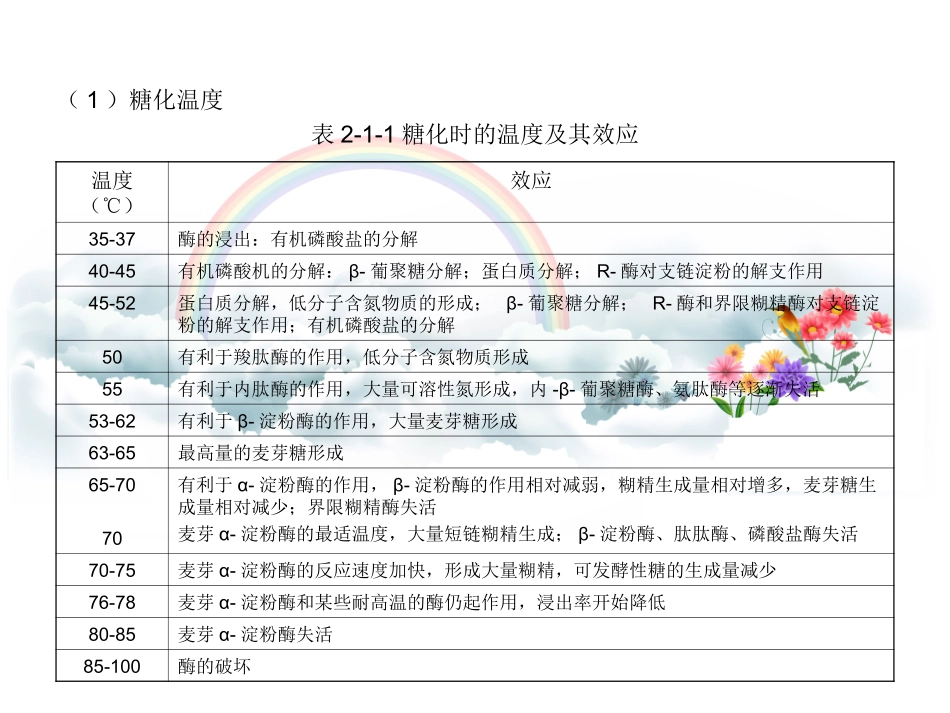
糖化所要控制的主要工艺技术条件有以下几个方面:(1)糖化温度表2-1-1糖化时的温度及其效应温度(℃)效应35-37酶的浸出:有机磷酸盐的分解40-45有机磷酸机的分解:β-葡聚糖分解;蛋白质分解;R-酶对支链淀粉的解支作用45-52蛋白质分解,低分子含氮物质的形成;β-葡聚糖分解;R-酶和界限糊精酶对支链淀粉的解支作用;有机磷酸盐的分解50有利于羧肽酶的作用,低分子含氮物质形成55有利于内肽酶的作用,大量可溶性氮形成,内-β-葡聚糖酶、氨肽酶等逐渐失活53-62有利于β-淀粉酶的作用,大量麦芽糖形成63-65最高量的麦芽糖形成65-7070有利于α-淀粉酶的作用,β-淀粉酶的作用相对减弱,糊精生成量相对增多,麦芽糖生成量相对减少;界限糊精酶失活麦芽α-淀粉酶的最适温度,大量短链糊精生成;β-淀粉酶、肽肽酶、磷酸盐酶失活70-75麦芽α-淀粉酶的反应速度加快,形成大量糊精,可发酵性糖的生成量减少76-78麦芽α-淀粉酶和某些耐高温的酶仍起作用,浸出率开始降低80-85麦芽α-淀粉酶失活85-100酶的破坏为了防止麦芽中各种酶因高温引起破坏,糖化时的温度变化一般是由低温逐渐升至高温的
糖化不同阶段采取的主要温度及其效应如(表2-1-1)所示
糖化温度的控制