射线检测技术(RT)射线检测原理射线检测是利用射线强大的穿透力以及使感光物质感光等特性进行对工件的质量状态的检验
射线穿透有缺陷的工件时,工件各部分对射线的吸收率不同,这样能量不同的射线在照相底片上形成的图像黑度就会有所不同
通过观察射线底片图像,对照检验标准就可知道被检工件质量是否合乎要求
由于射线在胶片上形成的只是潜影,故还需要对胶片进行暗室处理,使其显影,然后无损检测人员才能根据底片影象对其评定记录
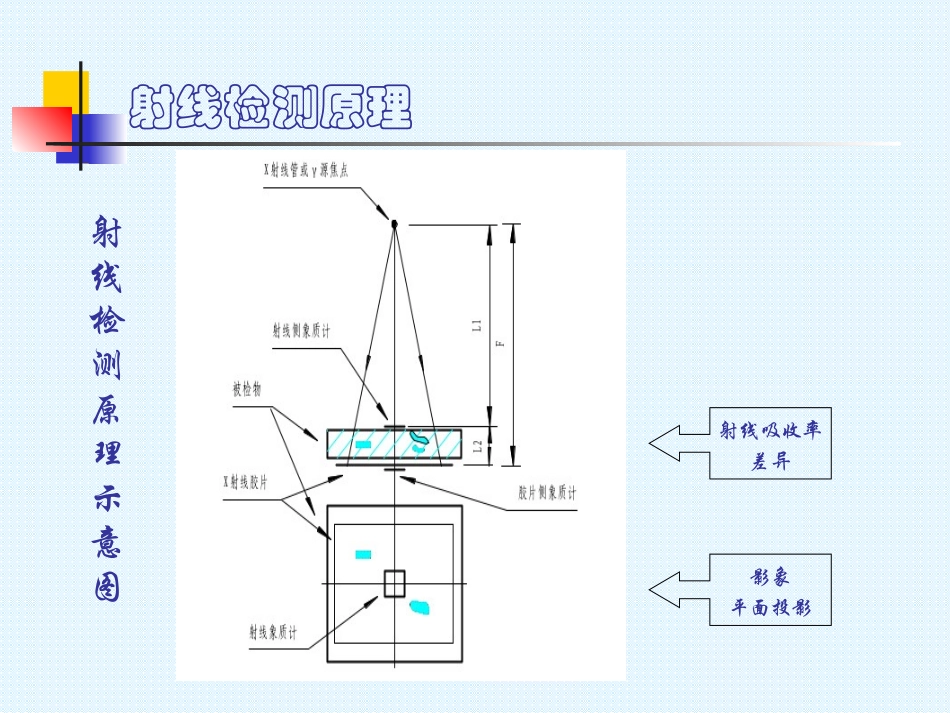
射线检测原理射线检测原理示意图射线吸收率差异影象平面投影射线检测原理平板型工件的射线透照环型工件的射线内透照射线检测原理环型工件的射线双壁单影外透照环型工件的射线双壁双影外透照射线检测应用射线检测适用范围对在射线束穿透方向存在一定尺寸的不连续可以在底片上显示出来
射线检测适用于探测体积型缺陷,如气孔、夹渣、缩孔、疏松等缺陷
射线检测一般能确定缺陷平面投影的位置和大小,以及缺陷的种类
对焊缝,能发现焊缝中的未焊透、气孔、夹渣等缺陷
对铸钢件,射线检测能发现铸钢件中的缩孔、夹渣、气孔、疏松、热裂等缺陷
射线检测应用射线检测局限性对在射线束穿透方向上尺寸不足以在底片上显示出影象来的不连续检查不出来
对裂纹和未熔合等面积型缺陷,由于其缝隙宽度极窄,且射线方向不易与裂纹和未熔合的方向一致,故射线法较难发现焊缝中的裂纹和未熔合
射线检测也不适用于锻件和型材(分层、折叠)
同时射线检测对缺陷深度难以确定
射线检测应用射线检测应用技术点◎射线源:被检部位壁厚决定了射线源类型;◎焦距:为保证影象清晰度,必须大于最小焦距,一般要求600mm以上,具体值根据标准要求;◎曝光时间:壁厚越大、焦距越大,曝光时间越长;◎可操作性:被检位置结构上要满足射线探伤的贴片、安放标记、放置射线源等操作要求,射线检测设备射线检测设备射线检测的穿透深度主要由射线能量决定,300kV的X射线透照钢厚度达55mm左右